Fluorine Notes, 2011, 74, 7-8
РОЛЬ СТРУКТУРЫ МАТЕРИАЛА НАНОУРОВНЯ ДЛЯ ИЗДЕЛИЙ ИЗ ФТОРОПЛАСТА-4
Г.П.Соболев1, А.Н. Ильин2
1ООО ПКП "МИТО" (Межрегиональное Инженерно-Техническое Объединение), 613044, Россия, Кировская область, г. Кирово-Чепецк, ул. Школьная 1а, e-mail: flrplining@gmail.com
2ОАО "Галоген" , 614113, г. Пермь, ул. Ласьвинская, 98, e-mail: a.ilyin@halogen.ru
Аннотация. В статье описывается влияние различных факторов на глубину преобразований в структуре материала изделий из суспензионного политетрафторэтилена (ПТФЭ, фторопласта-4, ф-4). Показано, как уплотнение структуры материала, оцениваемое измерением коэффициента газопроницаемости по гелию, зависит от свойств исходного сырья и режимов прессования и спекания заготовок и может изменяться больше, чем в сто раз. Движущей силой для уплотнения структуры материала являются преобразования в аморфной фазе структуры ПТФЭ наноуровня.
Ключевые слова: Политетрафторэтилен, фторопласт-4, надмолекулярная структура полимеров, ламели, микрофибриллы, плотность структуры материала, структурная модификация, макромолекулы, кристаллическая фаза, аморфная фаза, степень кристалличности, газопроницаемость, частицы порошка, гидростатическое прессование, давление прессования, температура спекания, скорость охлаждения, растяжение и сжатие образцов.
1. Использование нанотехнологий для уменьшения газопроницаемости футеровки химических аппаратов и узлов трубопроводов из фторопласта-4 (ф-4)
Почти все изготовители изделий из ф-4 давно используют вслепую, не подозревая об этом нанотехнологии. Это происходит потому, что для оценки свойств материала изделий используются физико-механические показатели, которые из-за взаимодействия большого числа технологических факторов неоднозначно связанны с неоцениваемыми прямыми характеристиками структуры материала.
Один из основателей нанотехнологий Ричард Фейнман писал, что, когда говорят о нанотехнологиях, то речь идёт о проблеме контроля и управления строением вещества в интервале очень малых размеров с поразительно сложным внутренним миром форм. Нанотехнология - это использование частиц вещества или структур вещества, имеющих размеры менее 100 нм и существенно влияющих на эффективность получаемых результатов.
Рассмотрим этона примере фторопласта-4 (ф-4), суспензионного политетрафторэтилена (ПТФЭ) [1- 9, 53].
ПТФЭ относится к числу кристалло-аморфных полимеров. Его свойства подробно описаны в ряде литературных источников [10 – 22]. Макромолекула ПТФЭ в кристаллическом состоянии имеет форму цилиндрической спирали с внешней оболочкой из атомов фтора. Одна из схематических моделей молекулы ПТФЭ по версии Кирово-Чепецкого химкомбината изображена на Рис.1.

Рис.1.Схема молекулы ПТФЭ
По литературным источникам [6,9,21] у ПТФЭ атомы углерода очень плотно экранируются атомами фтора, чем и объясняют недоступность к атомам углерода активных атомов других химических элементов. Спиральная форма макромолекулы является следствием того, что атомы фтора имеют большой радиус. При плоской зигзагообразной конформации они не укладываются на длине 0,254 нм, соответствующей расстоянию между двумя углеродами, разделенными третьим атомом. Поворот каждой связи С-С от плоского расположения примерно на 17o увеличивает это расстояние до 0,27 нм, что близко к удвоенному радиусу атома фтора. Угол между связями С-С составляет 116o. Макромолекулы ПТФЭ в аморфной фазе обладают большей подвижностью и испытывают боoьшее температурное расширение. Это подтверждается тем, что при повышении температуры от 20 до 320oС коэффициент молекулярной упаковки уменьшается от 0,66 до 0,60 в кристаллических и от 0,58 до 0,46 - в аморфных областях. Цепи молекул ПТФЭ расположены вдоль лент, длина полимерной цепи в десятки раз превышает ширину ленты, что подтверждает складывание молекул ПТФЭ и образование кристаллитов со сложенными цепями. Кристаллическая фаза ПТФЭ содержит длинные ленты шириной от 0,2 до 1,0 мкм, состоящие из параллельных полос, перпендикулярных длинной оси ленты. При медленном охлаждении образца формируются широкие ленты, при быстром охлаждении – более узкие.
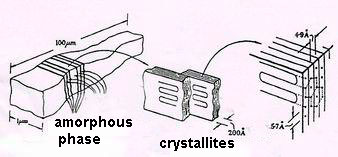
Рис.2. Схема структуры ПТФЭ
Надмолекулярная структура полимеров (НМС) определяется взаимным расположением единичных элементов структуры в пространстве, их внутренним строением и характером взаимодействия. Размеры этих элементов, входящих в надмолекулярные образования разной степени сложности, значительно превышают размеры отдельных макромолекул. НМС образцов из ПТФЭ, полученных разными способами, изучалась рядом исследователей ещё в шестидесятых годах прошлого века методами электронной микроскопии и дифракции электронов. Размеры элементов структуры измерялись ими в ангстремах (Å). При цитировании этих данных, чтобы сохранить авторское изложение, мы тоже воспользуемся этой единицей измерения, имея в виду, что 1 нм равен 10 Å.
На Рис.2 приведено схематическое изображение структурной единицы ПТФЭ [7]. Она называется разными авторами
"ламелью" или "волокном". На Рис.3 изображена фотография ПТФЭ, на которой видны агрегаты таких ламелей,
их расположение и плотность их упаковки в реальной структуре материала [10]. Они состоят из микроволокон
с одинаковым диаметром порядка 450 Å.

Рис.3. Надмолекуляная структура ПТФЭ
Микрофибриллы состоят из пластинок толщиной около 60 Å, нормально ориентированных к оси волокна. Эти пластинки организованы в блоки длиной около 475Å. Вдоль волокон расположены кристаллические области, кратные для волокон с диаметром 450Å на длине в пределах 160-7000Å.
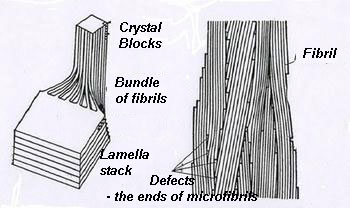
Рис.4. Схема вытяжки ламелей в микрофибриллы.
Данные разных работ несколько отличаются друг от друга, но порядок величин структурных элементов одинаков. Концы петель молекулярных цепей образуют аморфную фазу. Их размеры можно оценить по схематическому изображению фрагментов цепей на Рис.5 [10] и сопоставить с реальной структурой ПТФЭ на Рис.3. При термическом воздействии изменение размеров кристаллических аморфных областей в ПТФЭ описаны в работе [10]. Их размеры при разной температуре приведены на схеме, изображённой на Рис.5.

Рис.5. Схема изменения ламелей при разных температурах.
В расплаве форма молекулярных цепей практически не изменяется и сохраняется высокая степень упорядоченности структуры ламелей в микрофибриллах [8].
В процессе растяжения образцов из ПТФЭ ламели преобразуются в пучок плотно упакованных "фибрилл" по механизму, понять который позволяет схематическое изображение на Рис. 4 [10]. Подтверждением этого могут служить фотографии деформированной реальной структуры материала, приведённые на Рис.6 [10]. Блоки ламелей и их взаимное расположение организуют различные НМС [54]. Как видно на приведённых фотографиях наиболее дефектными и несовершенными областями по строению и размерам являются аморфные области всех НМС. НМС можно назвать вторым уровнем структуры материала.

Рис.6. Вытяжка ламелей ПТФЭ в микрофибриллы.
Свойства полимеров определяются их молекулярным строением, но эти свойства выявляются и передаются через все последующие уровни надмолекулярной структуры и макроструктуры материала. Третьим уровнем можно считать структуры, создаваемые частицами порошка ПТФЭ.
От формы частиц и их внутреннего и внешнего строения, от их размеров, распределения частиц по размерам, наличия и количества наполнителей, степени монолитизации материала по границам частиц порошка в процессе прессования и спекания изделий зависят такие свойства, как электрическая прочность, газопроницаемость, деформируемость при растяжении и сжатии, износ при трении и другие свойства. Это показано рядом исследователей [36-50]. Сюда же вероятно следует отнести стабилизацию структуры материала или её перестройку при дополнительной термообработке изделий в виде отжига или перестройку структуры при сварке.
В энциклопедии полимеров [29] под отжигом понимают термообработку, связанную с достижением состояния расплава и последующей кристаллизацией для повышения степени кристалличности полимера, а медленное охлаждение после нагрева до 327oС для снижения остаточных напряжений называется нормализацией. В монографиях Джейла [13] и Вундерлиха [14-15] обсуждается отжиг с получением расплава с температурой, близкой к температуре плавления, и отжиг с температурой, существенно превышающей температуру плавления. Высокий уровень температуры отжига, приводящий к увеличению ширины ламелей, и длительная кристаллизация вызывают образование несовершенных сферолитных структур ПТФЭ. Быстрая кристаллизация приводит к большей дефектности и относительной рыхлости надмолекулярных структур, особенно в аморфных областях. Кристаллизация под давлением способствует образованию кристаллитов с вытянутыми цепями и большей упорядоченности структуры. Всё это влияет на уровень физико-механических свойств материала изделий или на перестройку структуры при сварке. Имеет смысл и в нашей практической деятельности использовать понятие нормализации заготовок как нагрев до температуры 327oС и понятие отжига - как нагрев выше этой температуры фазового перехода.
Четвёртым уровнем можно считать структуру специально деформированных уже спечённых заготовок, которая создаётся при деформировании изделий под нагрузкой, когда идёт перестройка структуры с образованием кристаллитов с вытянутыми цепями при растяжении или уплотнение структуры ПТФЭ в процессах сжатия или штамповки заготовок.
Второй, третий и четвёртый уровни структур можно характеризовать плотностью структуры материала. Согласно ТУ 6-05-987 [34] плотность труб из ф-4 не должна быть менее 2,00 г/см3, а плотность тестовых образцов по ГОСТ 10007-80 [1] не должна быть более 2,21 г/см3 . Это официальный диапазон плотности (объёмной массы) изделий из ф-4, определяемой методом гидростатического взвешивания по ГОСТ 15139 [35].
Диапазон определения величины плотности этим способом не превышает 10,5 %. При оценке плотности структуры материала по газопроницаемости чувствительность метода позволяет оценивать различия в плотности структуры, отличающиеся более, чем в 150 раз. Если два образца из ф-4 будут иметь одинаковую пористость, выраженную в процентах, но у одного образца это будет несколько крупных пор, а у другого - много мелких, то массовая плотность у обоих образцов будет одинаковой, а газопроницаемость - разной.
К сожалению, это никому сейчас пока практически не интересно, так как потребности общества до этого ещё не доросли. Придётся пока терпеливо ждать. Тем не менее, плотность структуры изделий из ф-4 количественно можно определять путём использования такого показателя, как коэффициент газопроницаемости материала по гелию. Качественной характеристикой плотности структуры материала может служить однородность НМС, упорядоченность её элементов относительно друг друга вплоть до уровня наноструктур, отсутствие рыхлостей, дефектов, искажений в ближнем и дальнем порядке расположения структур, особенно у аморфной фазы, и отсутствие явно выраженных остатков границ между спекавшимися частицами порошка. Это можно оценивать по фотографиям и использовать в качестве своеобразного компаса для выбора направления движения к усовершенствованию структуры, количественно оценивая каждый шаг.
Оптическая микроскопия, широко используемая в материаловедении для структурно-фазового анализа, оказывается не всегда эффективной при исследовании надмолекулярных структур полимерных материалов. Связано это с разрешающей способностью оптических микроскопов, не превышающей 300 нм, тогда как основной элемент кристаллической структуры – кристаллит – зачастую близок по своим размерам к 100 нм, а размеры структурных образований аморфной фазы – в несколько раз меньше. В связи с этим широкое применение для изучения надмолекулярной структуры полимерных материалов нашла электронная микроскопия [13-15, 51, 52, 55]. Известны несколько методов наблюдения структуры с использованием тонких пленок, осаждаемых из раствора, реплик с поверхности шлифа образца, реплик со сколов или самих сколов. Наиболее подходящими методами для полимерных материалов, как показывает практика, являются методы, использующие реплики со скола или сами сколы. Предполагается, что при низкотемпературном изломе полимерного образца хрупкая трещина распространяется по границам надмолекулярных образований. Распространен метод изучения надмолекулярной структуры непосредственно на поверхности скола. Подготовку образцов проводят методом хрупкого излома при температуре жидкого азота. На поверхность скола наносят электропроводящее покрытие толщиной около 10 нм путем напыления алюминия или золота при высоком вакууме. Однако пучок электронов может воздействовать на структуру материала и частично разрушить её при наблюдении или фотографировании. Тем не менее, использование этого метода позволяет визуально оценить степень плотности и дефектность упаковки в надмолекулярных структурах материала изделий.
НМС можно видеть на фотографиях, полученных с помощью электронного микроскопа, и при акустическом сканировании - акустической томографии. Акустический метод и определение газопроницаемости являются неразрушающими методами исследования структуры материала. Акустический метод, насколько известно, разработан в основном для изучения биологических объектов, а не для ПТФЭ. Как удалось выяснить, авторы этого метода считают, что он пригоден и для исследования структуры ПТФЭ. Дополняя друг друга, оба метода исследования структуры материала изделий из ПТФЭ позволят целенаправленно влиять на её строение путём изменения технологических режимов изготовления изделий. На разработку акустического микроскопа, установок для определения газопроницаемости и методик измерения различных по структуре изделий потребуется финансирование.
Проследим последовательно за всеми основными стадиями изготовления заготовок из ф-4 с рассмотрением фотографий структур материала разного уровня. На фотографиях Рис.7-9 показаны различные частицы порошка ф-4 трёх типов из разных партий. Показанные формы частиц - одни из многих. Внутри частиц могут быть открытые, полуоткрытые и закрытые полости. Частицы порошка могут быть агломератами более мелких частиц (Рис.7). Частицы могут иметь ворсинки или острые выступы, на которые притягивается пыль из воздуха (Рис.8). Часть поверхности у частиц может быть гладкой до блеска, а часть - матовой (Рис.9).
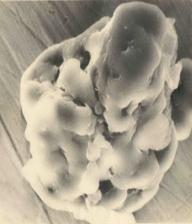
Рис.7. Частица порошка. Тип 1.
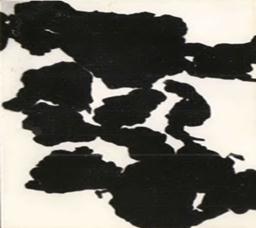
Рис.8. Частица порошка. Тип 2.
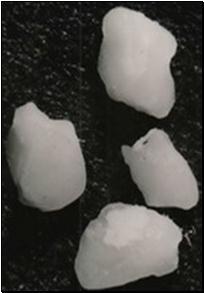
Рис.9. Частица порошка. Тип 3.
Порошок одной партии при заполнении оформляющей полости пресс-формы может вести себя как "вата": куда насыпал порцию, там она и уплотняется. Порошок другой партии ф-4 - как "песок", "бегает" по оформляющей полости при постепенном местном утрамбовывании засыпанного слоя в пресс-форме, особенно при изготовлении крупногабаритных изделий сложной конфигурации типа тройников и переходов.
Размеры частиц порошка фторопласта-4 марки ПН у одной партии могут находиться в узком диапазоне и не превышать 100-200 мкм, а может попасться и такая партия, в которой имеется более 15% частиц с размерами, превышающими 800-1000 мкм. У заготовок, полученных из такой партии, массовая плотность обычно при любых регламентированных режимах прессования и спекания не превысит 2,08-2,12 г/см3.
Газопроницаемость по гелию у них будет не меньше, чем 1,5*10-16 м4/н*с.
Для упрощения далее множитель при коэффициенте проницаемости, равный 10-16, опускается,
а размерность в м4/н*с - не приводится. Это своего рода "у.е." - условная единица измерения
для сокращения записи. Здесь надо пояснить, что в качестве тестового газа использовался гелий. Измерение
количества продиффундировавшего газа производилось с использованием детектора по теплопроводности
газового хроматографа. Полученные результаты при контрольных испытаниях сравнивали с результатами
определения газопроницаемости гелия волюметрическим методом в НПО "Квант". Значимые расхождения у
результатов контрольных определений отсутствовали. Для исследования использовали образцы, вырезанные
из строганных листов и из футеровки узлов трубопроводов, изготовленных с применением гидростатического
прессования. Измерения производили при комнатной температуре. Основаниями для использования гелия
было следующее:
- высокая проникающая способность гелия обеспечивает минимальное время измерений;
- гелий не взрывоопасен, как также быстро диффундирующий водород;
- коэффициенты диффузии и растворимости
гелия не зависят от его парциального давления;
- сорбция гелия полимерами является чисто физическим
процессом с отсутствием взаимодействия с материалом образцов;
- максимальный свободный объём
полимеров, доступный сорбатам, равен объёму, который могут занимать молекулы гелия при равновесной
сорбции [33];
- возможно использование гелия для осуществления неразрушающего метода контроля
качества готовых изделий стандартными способами с применением гелиевых течеискателей [80].
Различные технологии изготовления заготовок из порошка ф-4 описаны в ряде работ [23-28]. При прессовании заготовок частицы порошка сближаются друг с другом, разворачиваются, стремясь встать своей главной геометрической осью в направлении, перпендикулярном направлению прессования, частично мешая друг другу занять наиболее энергетически выгодное положение. Под действием пуансона частицы деформируются и упаковываются. Этому мешает вытесняемый из порошка воздух. Воздух сжимается в порошке и под создавшимся давлением находит или создаёт себе каналы между частицами в направлении к зазорам, имеющимся в оформляющей полости. При компрессионном прессовании обычно это зазоры, образуемые между пуансоном и стенками матрицы и между пуансоном и центральным знаком. Из-за разных свойств исходного порошка и различных размеров пресс-форм воздушные каналы будут иметь непредсказуемые направления и размеры. Особого порядка в упаковке частиц порошка, как видим, ожидать трудно. Образующиеся своды, арки и пространства между не плотно прилегающими спрессованными частицами хорошо видны на фотографиях неспечённых заготовок, показанных на Рис.10 и 11.

Рис.10. Упаковка частиц после прессования

Рис.11. Рыхлости в упаковке частиц после прессования
При спекании под действием ван-дер-ваальсовых сил частицы порошка, не переходя в состояние традиционного расплава, объединяются и образуют более или менее монолитную структуру [31-32]. Степень монолитности зависит от среднего размера частиц, распределения частиц по размерам, от величины давления прессования, от реологических свойств материала частиц - способности деформироваться и течь при достижении предела текучести под действием приложенного давления, от уровня напряженного состояния материала исходных частиц порошка, условий термообработки заготовок на протяжении всех стадий спекания. Сочетанием указанных факторов создаются структуры, определяющие механизм проникновения среды через материал заготовок. Это может быть диффузионная проницаемость (объёмный поток, поверхностный поток) и фазовая проницаемость (молекулярный поток или поток Кнудсена, ламинарный поток или поток Пуазейля, истечение из отверстий) [30].
На приведённых далее фотографиях показаны структуры разного уровня у образцов из ф-4, позволяющие сравнивать степень их однородности или дефектности. Кратность увеличения для НМС - от 5 000 до 10 000, для макроструктур- порядка 800.
На Рис.12 показана частица порошка ф-4 после темообработки в свободном состоянии при температуре спекания. На поверхности частицы видны появившиеся мельчайшие выступы, которыми, по-видимому, частицы притягиваются друг к другу, судя по резкому увеличению таких частиц на границах спекающихся частиц.

Рис.12. Граница между спечённым и неспечённым материалом
На Рис.13 видна граница постепенного перехода от неспечённого ф-4 к спечённому. Для получения такой границы были созданы специальные условия термообработки спрессованной заготовки.
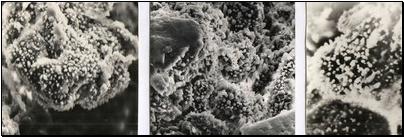
Рис.13. Свободно спечённые частицы порошка ф-4
Плотность структуры материала на макроуровне определяется наличием дефектов на границах слияния частиц порошка. При наличии видимых границ газопроницаемость весьма велика. Это видно на фотографиях, приведённых на Рис.14, 16 и 18. При получении макроструктуры со слившимися границами частиц газопроницаемость может уменьшиться в 5-100 раз, что видно на фотографиях на Рис. 15, 17 и 19. Образцы, структура которых приведена на фотографиях Рис.14 и 15, получены из одной партии порошка. Из одной партии порошка получены и образцы, структура которых приведена на фотографиях Рис. 16 и 17, а также на фотографиях Рис.18 и 19. По этим фотографиям видно, что из одной партии порошка можно получить изделия с существенно разной величиной газопроницаемости, причём возможный диапазон изменения газопроницаемости для каждой партии свой. Кратность увеличения на фотографиях фиг.14-19 у всех одинакова и равна 2000.
|
Рис.14. Структура материала с проницаемостью 1,05 условных единиц |
Рис.15. Структура материала с проницаемостью 0,01 условных единиц |
Рис.16. Структура материала с проницаемостью 1,35 условных единиц |
|
Рис.17. Структура материала с проницаемостью 0,28 условных единиц |
Рис.18. Структура материала с проницаемостью 1,1 условных единиц |
Рис.19. Структура материала с проницаемостью 0,2 условных единиц |






Используя целенаправленный подбор партии порошка, специальные технологические приёмы прессования и спекания заготовок, можно регулировать достигаемый уровень газопроницаемости. Существуют технологические приёмы дополнительной термообработки уже спечённых заготовок или уже готовых изделий, позволяющие как уменьшить, так и увеличить достигнутый уровень газопроницаемости.
Отслеживая изменения уровня газопроницаемости в процессе спекания, было установлено, когда и с какой интенсивностью изменяется уровень газопроницаемости. Это легло в основу управления степенью монолитизации материала получаемых заготовок из ф-4. На Рис.20 показана фотография разреза специально полученного сварного шва, начиная с видимой границы свариваемых деталей, проходящей от правого верхнего угла вниз под углом примерно 45o, до образования монолитных участков соединённых швом деталей. Сварка ф-4 осуществляется диффузионным способом. В зоне сваренных участков видно проникновение структурных элементов через бывшую границу между деталями. Очевидно, что более совершенная структура материала при завершении монолитизации её структурных элементов даст значительное повышение уровня и для других физико-механических свойств изделий из ф-4.

Рис.20. Структура материала в сварном шве
На Рис.21 в качестве примера для демонстрации достигнутого на практике показаны крупногабаритные заготовки из ф-4, изготовленные с использованием гидростатического прессования. Слева - корпус экспериментальной ванны из ф-4 с диаметром 1000 мм и штуцером с диаметром 400 мм для получения марганца плавлением руды электрической дугой, а справа – корпус реактора из ф-4 с диаметром 1600 мм вместимостью 2 м3 с массой 800 кг для отмывки золота в Зеравшане. Двенадцать реакторов с такими корпусами были использованы Институтом Ядерных Исследований РАН в галлий – германиевом нейтринном телескопе для получения информации, позволяющей изучать механизм светимости Солнца. В Баксанской обсерватории недалеко от горы Эльбрус телескоп успешно работает уже много лет и по праву считается "жемчужиной" отечественной науки.

Рис.21. Изделия из ф-4 ёмкостного типа
2. Роль уплотнения структуры материала в улучшении различных свойств изделий из ф-4
В перыдущей главе было показано на примере газопроницаемости футеровки из ф-4, что существует возможность регулирования плотности структуры материала разного уровня. Рассмотрим качественную сторону роли уплотнения структуры материала изделий из ф-4 для улучшения других свойств изделий. Покажем, что полученные результаты по уплотнению структуры могут быть использованы для значительного улучшения таких важных свойств изделий из ф-4, как электрическая прочность, сопротивление деформированию, химическая стойкость, износостойкость и прочность сварных швов.
Увеличения электрической прочности изделий из ф-4 электротехнического назначения можно добиться уплотнением структуры материала. Электрическая прочность воздуха равна 3 кВ/мм [71]. По ГОСТ 10007-80 электрическая прочность бездефектного ф-4 должна быть не менее 50 кВ/мм. Электрический пробой в полимерных материалах начинается в воздушных каналах, оставшихся в структуре материала. При сильном разогреве ионизируемого воздуха в этих каналах происходит деструкция полимера на стенках канала с прожиганием магистральных отверстий самой причудливой формы [78]. Воздушные каналы в структуре заготовок из ф-4 могут остаться из-за наличия "несхлопнувшихся" при спекании границ между частицами порошка. Если обеспечить исчезновение границ, то уплотнения аморфной фазы материала можно добиваться теми же технологическими приёмами, что и при существенном снижении газопроницаемости. Определение электрической прочности осуществляется по ГОСТ 6433.3 и ГОСТ 10007-80 [80,1]. Это разрушающий метод контроля. На одних и тех же образцах можно определить сначала газопроницаемость, а затем электрическую прочность материала, а затем найти корреляцию между газопроницаемостью и электрической прочностью. Меняя технологию изготовления образцов для достижения более плотной структуры материала с измерением их газопроницаемости или проводя дополнительные нормализацию или отжиг заготовок по разным режимам, можно, используя методы математического планирования экспериментов или факторный анализ, найти направление движения с целью увеличения электрической прочности, двигаясь по градиенту. При этом, конечно, надо учитывать общие для всех материалов законы физики твёрдого тела и конкретные особенности фторполимера [71-74]. Используя отработанные приёмы оптимизации структуры материала заготовок, получаемых с использованием гидростатического прессования, нам удалось разработать технологию изготовления электроизоляционных вставок из ф-4 для элегазовых выключателей на переменное напряжение до 110 кВ, выдерживающих уже более 10 лет конкуренцию с изоляторами, изготовленными по другим технологиям и даже с использованием импортных материалов. Узел устройства с использованием таких деталей из ф-4 показан на Рис. 22. Затененные детали изготовлены из ф-4.

Рис.22. Узел элегазового выключателя
Регулированием структуры материала можно добиться высокого уровня показателей по сопротивлению деформированию при растяжении и сжатии изделий из ф-4. Для ф-4 действуют общие законы кинетической теории прочности твёрдого тела [56, 57] с проявлением особенностей, присущих ф-4 в силу его молекулярного строения. О конкретных механических свойствах изделий из ф-4 будет сказано в других статьях.
На Рис.3 видно, как ламели ориентируются при вытяжке образца в направлении растяжения. На Рис.14 видны оставшиеся границы между частицами порошка в спечённой заготовке. Эти границы являются концентраторами напряжений при деформировании материала. Как мы уже видели, при определённых режимах прессования и спекания мы можем получить различную структуру материала в заготовках. При растяжении и сжатии различные структуры деформируются по-разному. В книге [78] отмечается, что на формирование свойств влияет не столько степень кристалличности, а больше всего характеристика структуры. Тесную связь между деформационные свойствами и характером и внутренним строением элементов НМС - их типом, формой и размерами НМС отмечается в книге Аскадского [77]. Регулируя НМС, можно изменить механические свойства в широких пределах. Можно влиять на механизм и процесс деформирования, на структурные превращения при деформации.
Можно влиять на анизотропию, вязкоупругость, термоупругость и величину конечных деформаций [61, 68-70, 75-77].
Рыхлая структура материала влияет на химическую стойкость изделий из ф-4. Есть информация о результатах испытания образцов из ф-4, находившихся длительное время в различных средах в свободном и в деформированном состоянии под действием нагрузки, уровень которой был близок к пределу текучести ф-4. После пребывания в этих средах в свободном состоянии в течение года механические свойства образцов практически не изменились. У образцов, находившихся под нагрузкой в бензине, керосине и ацетоне, прочность и удлинение при разрыве изменились больше, чем на 15% [63]. Согласно ГОСТ 12020 [79] оценку химической стойкости полимера к действию реагента производят по изменениям механических показателей, согласно которым к плохой стойкости относят те полимеры, у которых прочностные свойства изменяются более, чем на 15%. По этим данным ф-4 следовало бы отнести к химически нестойким материалов в указанных средах. Есть информация о проблемах подобного рода при использовании ф-4 в броме и бидистилляте. Указанные среды к тем, для которых применение ф-4 согласно Приложению к ГОСТ 10007-80 [1] ограничено, не относятся. Такие явления могут встретиться и для других сред. Кроме потери механических свойств известны случаи пропитки стенок труб из ф-4 синильной кислотой, хлоралем, проникновением через стенки стаканов из ф-4 этилового спирта. Многие, вероятно, могут дополнить информацию такого рода. Наше объяснение этим явлениям следующее. Причиной всех этих явлений можно считать рыхлую структуру материала образцов или используемых изделий. Известен так называемый "эффект Ребиндера", механизм действия которого состоит в том, что при проникновении среды в толщу материала начинает действовать расклинивающий эффект в вершинах микротрещин и в остроконечных местах микропор, которые со временем развиваются в магистральные микротрещины. Тут возможно действие законов смачивания, сорбции, полярности, капиллярности и многое другое. Своё влияние оказывают явления фазовых переходов проникших сред, если они сопровождаются изменением объёмов проникшей среды, например, увеличение объёма при замерзании. Возможно действие температурных расширений ф-4, очень высоких остаточных напряжений в структуре материала заготовок и т.п. Многое из всего этого широко и детально описано в литературе [43, 60-67, 82, 85]. Не будет каналов и пор для проникновения среды, проблемы снижения механических свойств материала образцов из ф-4 снимутся. В некоторых случаях проблема может свестись совсем к другому, например, к необходимости учёта явления пластицирующих эффектов при совместном действии фторорганики и хлорорганики и при наличии высоконапряжённого состояния материала в местах изгиба разбортованных участков при футеровании колонн листовым ф-4 для ректификации хлороформа [82, 85, 86].
Если изменить структуру материала изделия из ф-4 с использованием радиационного излучения, то износостойкость материала увеличится в несколько раз по сравнению с введением самых эффективных наполнителей [87]. Используя структурную модификацию, нами разработана технология сварки листов и приварки штуцеров из ф-4 с прочностью сварного шва и околошовной зоны, превышающей прочность свариваемых деталей.
Надо обратить внимание на следующее. Многие считают, что имеют дело с образцами или изделиями из ф-4 с одной и той же структурой материала, одинаковой во всех случаях жизни. Обычно это не так, особенно если на это очень надеешься. Из одного и того же порошка можно изготовить изделие по разным технологиям с различными технологическими параметрами процесса изготовления со структурой разного вида и разной степени плотности. Различия могут быть в каких-то случаях и не очень значимыми, но это надо проверять, знать точно и фиксировать историю изготовления образца. Надо давать себе отчёт о том, насколько представителен тот образец, который взят для испытаний, такой ли результат будет получен и для других образцов, полученных по другой технологии или даже из другой партии порошка. Надо определять область действия выявленных закономерностей и полученных результатов исследований. Некоторые исследователи могут остаться без работы, если создать в изделии плотную структуру материала, хотя бы выше описанными методами.
3. Изготовление изделий из ф-4 с использованием нанотехнологий
На запрос в Интернете "Что такое нанотехнология?" Википедией приводится следующее (полный текст документа см. здесь):
"Согласно "Концепции развития в Российской Федерации работ в области нанотехнологий на период до 2010 года" (2004 г.) нанотехнология определяется как совокупность методов и приемов, обеспечивающих возможность контролируемым образом создавать и модифицировать объекты, включающие компоненты с размерами менее 100 нм, хотя бы в одном измерении, и в результате этого получившие принципиально новые качества, позволяющие осуществлять их интеграцию в полноценно функционирующие системы большего масштаба".
"Практический аспект нанотехнологий включает в себя производство устройств и их компонентов, необходимых для создания, обработки и манипуляции атомами, молекулами и наночастицами. Подразумевается, что не обязательно объект должен обладать хоть одним линейным размером менее 100 нм — это могут быть макрообъекты, атомарная структура которых контролируемо создаётся с разрешением на уровне отдельных атомов, либо же содержащие в себе нанообъекты. В более широком смысле этот термин охватывает также методы диагностики, характерологии и исследований таких объектов".
"Нанотехнологии качественно отличаются от традиционных дисциплин, поскольку на таких масштабах привычные, макроскопические технологии обращения с материей часто неприменимы, а микроскопические явления, пренебрежительно слабые на привычных масштабах, становятся намного значительнее: свойства и взаимодействия отдельных атомов и молекул или агрегатов молекул (например, силы Ван-дер-Ваальса), квантовые эффекты".
Когда спрессованные частицы порошка ф-4 полностью спеклись в заготовке, то в силу того, что по литературным данным кристаллические образования в ПТФЭ практически не изменяют плотность своей упаковки в основных процессах прессования и спекания заготовок, за однородность структуры ответственна аморфная фаза. Аморфные области имеют размерность наноструктур. Это даёт основание относить задачу формирования структур материала изделий из ф-4 к материаловедческой на уровне наноматериалов с использованием достижений нанонауки [88].
Наиболее широко нанотехнологии нашли применение у нас в стране при получении продуктов с наноразмерами частиц вещества при использовании термической деструкции ф-4, в том числе и отходов с наполнителями, до сих пор не утилизировавшихся [88-90, 48]. Это очень интересные работы, дающие большой экономический эффект. Можно сказать, что это первое направление работ у нас в стране по нанотехнологиям применительно к фторполимерам.
Вопросам введения в заготовки из ф-4 наполнителей с размерами частиц на наноуровне посвящено большое количество работ. Следует отметить, что основное внимание в этих работах уделяется выявлению способностей различных наполнителей в небольшом количестве по разному влиять на модификацию структуры ф-4 с целью увеличения износостойкости материала. Это целое направление деятельности в области материаловедения по ф-4 и там много достижений, с которыми имеет смысл знакомиться по работам самих исследователей [48, 74, 91]. Надо отметить, что при этом иногда не учитывается влияние размеров и формы частиц исходного порошка ф-4, а это имеет существенное значение для формирования структуры материала. Структура материала в этих работах является предметом пристального изучения. Это второе направление работ с применением нанотехнологий.
Управление плотностью структуры материала изделий из ф-4 можно отнести к третьему направлению работ по улучшению свойств материалов. Сама по себе газопроницаемость является одним из существенных свойств футерующих элементов из ф-4 в виде свободных вкладышей для химических аппаратов, узлов трубопроводов, клапанов, разного вида насосов, а также для лабораторной посуды, транспортной тары и различных сосудов для хранения химических веществ. Этого уже вполне достаточно для широкого практического применения полученных нами результатов с целью совершенствования существующих технологий изготовления изделий и самих изделий, а также для новых разработок.
ЗАКЛЮЧЕНИЕ
Мы увидели, что:
* Структура материала заготовок из ф-4 может быть неоднородной и даже дефектной.
Это соответственно передаётся и получаемым из заготовок изделиям.
* Неоднородность и дефекты
структуры можно видеть на фотографиях, полученных с использованием электронного микроскопа. Каждый
структурный фрагмент можно описать, дать ему качественную характеристику, ввести квалификацию
структурных элементов и составить даже альбом характерных для ф-4 структур.
* Плотность для
каждого типа структур ф-4 можно оценивать количественно, используя коэффициент газопроницаемости
по гелию. Степень газопроницаемости будет зависеть от технологической истории изготовления изделия.
Сопоставляя количественную и качественную оценки каждого вида структуры с условиями получения
исследуемых образцов, можно оценить степень влияния технологических и других факторов на возможность
управления плотностью структуры материала.
* На примере газопроницаемости образцов из ф-4
показана возможность и достижимость эффективного регулирования плотности и конфигурации наноструктуры
материала изделий из ф-4 технологическими режимами изготовления изделий, что может быть использовано
для улучшения ряда других свойств изделий из ф-4.
* Для развития приборной базы и использования
полученных результатов необходимо найти области применения изделиям из ф-4 с улучшенными или
с новыми свойствами, эффект от использования которых существенно превысит затраты на использование
нанотехнологий.
* Достигнутая степень плотности структуры материала изделий и её изменение
в процессе эксплуатации изделия могут контролироваться по изменению измеряемой газопроницаемости
по гелию неразрушающими способами контроля, что на сегодня пока не достижимо другими способами.
Для тех, кто знает, как улучшение свойств изделий из ф-4, изготовленных с использованием нанотехнологий, увязать с разумно эффективной ценной на эти изделия, для совместного рассмотрения возможностей по организации совместной деятельности приводим адрес электронной почты для контактов:flrplining@gmail.com.
Литература
1.ГОСТ 10007-80.Фторопласт-4.Технические условия.
2.Тефлон ПТФЭ.Гранулированные смолы.Проспект фирмы Дюпон.США.
3.Doban R.C., Sperati C.A., Sandt B.W. The Physical Properties of Teflon Polytetrafluoro-ethylene. Dupont de Nemours & Company,Inc. SPE Jornal, Nowember, 1955. p. 17-30.
4.Polyflon PTFE moulding powders. Daikin Industries Fluoroplastics. Product Information(except for U.S.A).
5.Проспект фирмы «Hoechst». Синтез, свойства и способы переработки политетрафторэтилена.
6.Physical properties of Fluon unfilled and filled PTFE. Technical Service Note F12/13.
7.Sina Ebnesjjad. Fluoroplastics. Volume 1. Non-melt processible fluoroplastics: the defin-itive user`s quide and databook. Plastics Design Library. USA. 2000.
8.Машков Ю.К.и др.Композиционные материалы на основе политетрафторэтилена.М.,Машиностроение, 2005,
240с.
9.Encyclopedia of Polymer Science and Technology. New-York-London, 1970. V. 13. 843 p.
10.Марихин, Мясникова Л.П.Надмолекулярная структура полимеров.
11.C.F.Sperati. Physical Constants of Fluoropolymers. Chemical Engineering Department Ohio University Athens? Ohio/ E/I/DuPont de Nemours& Co. Inc/ Polymer Products Department Parkersburg, West Virginia.
12.K. O`Leary and P.H.Geil. Polytetrafluoroethylene Fibril Structure/ Journal of applied Physics. October 1967. Vol. 38. Num. 11.
13. P.H. Geil, Polimernye monokristally (PolymerMonocrystals). In: , Khimiya, L. (1968),p. 552.
14.Wunderlich B.Crystal.Structure, Morphology, Defects, Academic Press (Translated intoRussian,Mir, Moscow,1976, 624 p.),.
15.Wunderlich B.Macromolecular Physics, Vol. 2 [Translated into Russian (Moscow: Mir,1976, 576 p.)
16. Bunn C.W., Colbold A.Y., Palmer R.P. Polymer Sci., 1958, V.28, p.365
17.Фторополимеры/под ред.О,Уолла.М.:Мир, 1975. 448с.
18.Speerschicler C.J., Lie H. The Role of Filler Geometrical Scape in Wear and Friction ofFilled PTFE// Wear. – 1962. -No2. p. 1318-1325.
19.МанделькернЛ.Кристаллизацияполимеров.Химия,М.-Л.,1966. 336с.
20.Шарплез А.Кристаллизация полимеров. - Москва:Мир, 1968. – 200с.
21.Паншин Ю.А.,Малкевич С.Г.,Дунаевская У.С.Фторопласты. – Москва:Химия,1978. 232с.
22.Jintang G., Hongxin D. Moleculestructure variations in friction of stainless steel/ PTFEand its composites// J. Appl. Polymer Sci. – 1988. – V. 36,No1. Р. 73-85.
23.Чегодаев Д.Д.,Наумова З.К.,Дунаевская Ц.С.Фторопласты.Л.,Госхимиздат, 1960.192с.
24.Горяинова А.В.,Божков Г.К.,Тихонова М.С.Фтороплаcты в машиностроении.М.,Машиностроение, 1971. 214с.
25.Пугачёв А.К.,Росляков О.А.Переработка фторопластов в изделия.Технология и оборудование.Л.,Химия, 1987.168с.
26.Справочник по пластическиммассам.Под ред.Катаева В.М.,Попова В.А.,Сажина Б.И.Изд.Второе.М.,Химия, 1975. 448с. 27.Повышение эксплуатационных свойств композитов на основе ПТФЭ оптимизации состава и технологии.Ч. II:Влияние технологических режимов на механические и триботехнические свойства композитов/Машков Ю.К.;Байбарацкая М.Ю. ; Калистратова Л.Ф.и др.//Трениеиизнос, 2002.Т. 23,No5.с. 537-542.
28.Erich P., Frieser P, Kreger H. Die Eigenschaften vor Polytetrafluorethylene unter be-sonderer Derucksictigung ihrer Abhandigkeit von den Verarbeitung Bedingungen// Ver-arb. – 1963. -No11. s. 721-725.
29.Энциклопедия полимеров.М.,Советская энциклопедия.Т.3, 1977. 1152стб.
30.Рейтлингер С.А.Проницаемость полимерных материалов. М.,Химия, 1974. 272с.
31.Скороход В.В.Реологические основы теории спекания.Киев,НауковаДумка,1972. 152с.
32.Гегузин Я.Е.Физика спекания. М.,Наука, 1967. 360с.
33.Манин В.Н., Громов А.Н.Физико-химическая стойкость полимерных материалов в условиях эксплуатации.Л.,Химия,
1980. 248с. 34.ТУ 6-05-987-79.Трубы и фасонные части трубопроводов из фторопласта-4 и фторопласта-4
модифицированного.Технические условия.
35.ГОСТ 15139-69.Пластмассы.Методы определения плотности (объёмной массы).
36.Измерения структуры политетрафторэтилена в результате облучения при повышенных температурах /И.М. Абрамова, Л.Г.Казарян, Н.И.Большакова, В.С.Ти-хомиров//Высокомол.соед.Сер.Б. 1991.Т. 33,No1.С. 28-33
37.Машков Ю,К. , Калистратова Н.П.,Колосов П.Е.,Структура и износостойкость модифицированного политетрафторэтилена.Омск:Ом-ГТУ. 1998. 143 c.
38.Машков Ю.К. Влияние температуры на структуру и триботехнические свойства наполненного политетрафторэтилена//Трение и износ, 1997.Т.18,No1.с. 108-113
39.СоголоваТ.И. Физическая и физико-химическая модификация полимеров//Механика полимеров. 1972. -No3.с. 395-408.
40.Гольдман А.Я., ЛобановА.М., ПоляковЮ.С. Влияние релаксационных процессов на механические свойства
фторполимеров //Вязкоупругие свойства полимеров при низких температурах: Сб.труд.ИФТПС.Якутск:СОАНСССР,
1979. с. 27-33.
41.Гальперин Е.Л. Структура и свойства кристаллизующихся полифторэтиленов:Ав-тореф.дис.д-ра.физ.-мат.Наук –Москва, 1980. 43с.
42.Planchet T.A., Kennedy F.E. Sliding wear mechanism of polytetrafluoroethylene and PTFE composites// Wear. – 1992. – v. 153. – p. 229-243.
43.Сошко А.И. Влияние жидких сред на прочность фторопласта-4 //Пластмассы. – 1971. -No4 –с. 36-37.
44.Wettability, soil adhesion, abrasion and friction wear PTFE+PPS+Al2O3/ X.C. Lu, S.Z.Wen, J. Tong, etc//Wear. – 1996. – v.193. – p. 48-55.
45.Yamada Y., Tanaka K., Saito K. Friction and damage of coatings formed by sputtering PTFE and polyimide// Surface and coating Technology. – 1990. – v. 43-44. – p. 618-628.
46.Heise Von B., Kilian H. G., Muller F. H. Structur vo Polytetrafluoethylen // Kolloid Zeitsrift fur polymere. – 1961. – Bd. 123, N 1-2. S. 12.
47.Youngguist O. G.Фторопласты // Plast Word. 1973. – V. 31, N 8. P. 104. 37.
48.Влияние химического состава наполнителей на структурообразование в ПТФЭ / Б.А.Адрианова, Ю.В.Демидова,
А.В.Виноградов и др. // Известия СО АН СССР. –Сер. Хим. – 1989. –Вып. 6. С. 96-102.
49.Yan F., Xue Q., Yang. S. Debris formation process of PTFE and its composites // J. Appl.Polym.
Sci. – V. 61; P. 1223. 240с.
50.Растровая электронная микроскопия и рентгеновский микроанализ:В 2-хкнигах/Дж.Голдстейн,Д.Ньюбери,П.
51.Chang L. Microscopy study of the frictional wear of polytetrafluoroethylene// Wear. – 1982, - v. 72,No2. р. 95-105.
52.BS 6564: Часть 2, 1991. Политетрафторэтилен.Материалы и изделия.Спецификация на изделия из ненаполненного политетрафторэтилена.
53.K. O’Leary and P.H.Geil. Polytetraflyoroerhylene Fibril Structure.// Journal of applied physics. Volume 38, number 11. October 1967. p. 4169-4181.
54.Методы испытания, контроля и исследования машиностроительных материалов. (Справочное пособие).Под
ред.Туманова А.Т.Том 111.Методы исследования неметаллических материалов. М.:Машиностроение, 1973.
284с.
55.Торнер З.В. Основные процессы переработки полимеров.Теория и методы расчёта. М.:Химия, 1972. 456с.
56.Тагер А.А. Физико-химияполимеров.Издание второе.М.:Химия, 1968. 544 с.Суздалев И.Н.Нанотехнология:Физико-химия нанокластеров,наноструктур и наноматериалов.Изд. 2-е,испр.-М.:Книжный дом «ЛИБРОКОМ», 2009, -592 с.(Синергетика:от прошлого к будущему.)
57. Norio Taniguchi. «On the Basic Conceptof ‘NanoTechnology’», 1974. Proc. ICPE To-kyo, 2, p.18-23.
58.Мирзоев Р.Г.Основы конструирования и расчёта деталей из пластмасс и технологической оснастки для их изготовления. Л.:Машиностроение, 1972. 416с.
59.Воробьёва Г.Я. Химическая стойкость полимерных материалов. М.:Химия, 1981. -296с.
60.Регель В.Р., Слуцкер А.И.,Томашевский Э.Е. Кинетическая природа прочности твердых тел. М.:Наука, 1974. -560с.
61.Николаев Н.И. Диффузия в мембранах .М.:Химия, 1980. 232с.
62.Тынный А.Н.Прочность и разрушение полимеров при воздействии жидких сред .Киев,Наукова Думка, 1975. 208с.
63.Пористые проницаемые материалы. Справочник Под ред.Белова С.В. М.:Металлургия, 1987. 335с.
64.Альшиц И.Я.,Анисимов Н.Ф., Благов Б.Н. Проектирование деталей из пластмасс.Справочник.М.:Машиностроение,
1969. 248с.
65. Kenneth M. Pruett. Chemical resistance guide for plastics. Manufactured in United of America, 2000. 680 c.
66.Горюнов Ю.В.,Перцов Н.В.,Сумм Б.Д. Эффек тРебиндера. М., 1966.
67.А.Л. Волынский, Н.Ф. Бакеев. Высокодисперсное ориентированное состояние полимеров. М., 1985.
68.Дубяга В.П., Перепечкин Л.П.,Каталевский Е.Е. Полимерные мембраны. М.,1981.
69. Volynskii A.L., Bakeev N.F. Solvent Crazing of Polymers. Amsterdam, 1995.
70.Алексеев А.Г.,ГуреевВ.А.Монтаж жаростойких кабелей.М.:Энергия, 1975.
71.Коробейников С.М. Диэлектрические материалы.Новосибирский ГосударственныйТехнический университет. 2000.
72.Корицкий Ю.М. Электротехнические материалы.М.:Энергия, 1976.
73.Коваленко Н.А. Исследование и разработка полимерных электропроводящих материалов с положительным температурным коэффициентом сопротивления на основе политетрафторэтилена. Автореферат канд. дис. Якутск, 1989.
74.Дж.Ф.Белл.Экспериментальные основы механики деформируемых твёрдых тел.Часть 1.Малые деформации. М.:Наука , 1984. 600с.
75.Дж.Ф.Белл.Экспериментальные основы механики деформируемых твёрдых тел.Часть 11.Конечные деформации. М.:Наука , 1984. 432с.
76.Аскадский А.А. Деформация полимеров.М.:Химия, 1973. 448с.
77.Конструкционные свойства пластмасс. (Физико-химические основы применения).Под ред.Бэр аМ.:Химия, 1967.
78.ГОСТ 12020-72.Пластмассы.Методы определения стойкости к действияю химических сред.
79.ГОСТ 28517-90. Контроль неразрушающий. Масс-спектрометрический метод течеискания. Общие требования.
80.ГОСТ 12423-66. Пластмассы.Условиякондиционированияииспытанияобразцов(проб).
81.Чураев Н.В. Физико-химия процессов массопереноса в пористых телах. М.:Хи-мия,1990. 272с.
82.Вязкоупругая релаксация в полимерах. Составитель М.Шеен.Под ред.А.Я. Малкина М.:Мир, 1974. 272с.
83.Гуль В.Е., Кулезнёв В.Н.Структура и механические свойства полимеров. М.:Высшая школа., 1966. 316с.
84.Каргин В.А., Слонимский Г.Л. Краткие очерки по физико-химии полимеров . М.:Химия, 1967. 232с.
85.Козлов П.В., Павлов С.П.Физико-химические основы пластикации полимеров. М.:Химия, 1982. 224с.
86.ISO 12986-2.Пластики-Фторполимерные дисперсиии материалы для прессования и экструзии. Часть 2.
Подготовка образцов для испытания и определения свойств.
87.Хатипов С.А., Конова У.М., Артамонов Н.А. Радиационно-модифицированный политетрафторэтилен: структура и свойства. //Рос.хим.ж., 2008,т. L11,No5,с. 64-72.
88.Бузник В.М. Нанотехнологические подходы как направлени развития фторполимерного производства и материаловедения. //Материалы Международнойк онференции «Высокиете хнологии – стратегия XXI века», сентябрь 2009. Опубликовал Гудилин Е.А.
89.V.M. Bouznik, L.N. Ignatieva, V.G. Kuryavyi, A.K. Tsvetnikov, Gas-phase synthesis ofpolytetrafluoroethylene ultradispersed powders // KONANo28 (2008) p. 98-108.
90.A.Tsvetnikov, L.Ignatieva, V.Kuryaviy, L.Matveenko, V.Kavun, V.Bouznik The Nano-and Microdispersed Fluorocarbons Materials. 15th European Symposium on Fluorine Chemistry, Prague, 15th-20th July, 2007.
91.А.А.Охлопкова, О.А.Адрианова, С.Н.Попов. Модификация полимеров ультрадисперсными соединениями. -Якутск: ЯФИзд-ва СО РАН, 2003. – 224с.
Материал рекомендован к публикации членом редколлегии А.Н. Ильиным
Fluorine Notes, 2011, 74, 7-8
