Fluorine Notes, 2011, 74, 7-8
THE ROLE OF STRUCTURE OF NANO-LEVEL MATERIAL FOR THE ARTICLES MADE FROM POLYTETRAFLUOROETHYLENE (PTFE)
Gerald P. Sobolev, Alexey N. Ilyin*
JS PKP "MITO" Russia, 613044, Kirov region, Kirovo-Chepetsk, e-mail: flrplining@gmail.com
*JSC "Halogen", Russia, 614113, Perm, Lasvinskaya St., 98, E-mail:
a.ilyin@halogen.ru
Abstract: In the article the influence of different factors on the depth of transformations in the structure of articles material out of suspension polytetrafluoroethylene (PTFE, fluoroplastic-4, F-4). It is proved, how compaction of material structure appreciated by evaluation of coefficient gas permeability by helium depends on the properties of initial material and operational modes of pressing and sintering of workpiece blanks and can alter more than a hundred times. The motive forces for compaction of material structure are the transformations in amorphous stage of PTFE structure of nanolevel.
Keywords: polytetrafluoroethylene, PTFE, fluoroplastic-4, Permolecular structure of PTFE, lamel, microfibril
1. The Nanotechnologies Use For Decreasing Of Gas Permeability Of Fettling Of Chemical Apparatus And Pipeline Units Made From PTFE
The majority of producers of articles based on polytetrafluoroethylene (PTFE) have been using nanotechnologies for a long time not being aware of using them. It occurs because of the fact, that physical and chemical showings connected in different ways due to interaction of big number of technological factors with unappreciated direct characteristics of the material structure are being used to appreciate the properties of the articles material.
One of the founders of nanotechnologies Richard Feynman wrote, that when we speak about nanotechnologies, then the subject of the conversation is the problem of control and management of compound structure in the interval of very small sizes with astonishingly complicated inner world of forms. Nanotechnology is a using of particles of compound or compound structures with sizes less than 100nm and significantly influencing effectiveness of results obtained.
Let's consider, how this concerns suspension (granular) PTFE [1- 9, 53].
PTFE is referred to as crystal amorphous polymers. Its properties are described in details in a number of literature sources [10- 22]. Macromolecule of PTFE in crystal condition has a form of cylinder spiral with outer shell of fluorine atoms. One of scheme models of molecules of PTFE is showed at Pic. 1.

Pic 1. PTFE molecules.
According to literature sources [6, 9, 21] carbon atoms of PTFE are closely screened by fluorine atoms, the unavailability of active atoms of other chemical elements to carbon atoms is explained by that fact. The spiral form of macromolecule is a consequence of the fact, that fluorine atoms have got a large radius. At flat zigzag conformation they do not fit in the length of 0,254 nm corresponding to the distance between two carbons separated by the third atom. The turn of every C-C bond from the flat disposition approximately at 17o increases this distance up to 0,27nm, that distance is close to doubled radius of fluorine atom. The angle between C-C bonds is 116o. Macromolecules of PTFE in amorphous phase possess a bigger mobility and experience a bigger temperature expansion. That is confirmed by the fact, that at increasing of temperature from 20 to 320oC the coefficient of molecular packing decreases from 0,66 to 0,60 in crystal and from 0,58 to 0,46 - in amorphous fields.
The chains of PTFE molecules are located along the tapes, the length of polymer chains exceeds in dozen times the width of tape, that confirms the folding of PTFE molecules and forming of crystallites with folded chains. The crystal phase of PTFE contains long tapes with width ranging from 0.2 to 1,0 μm consisting of parallel tapes perpendicular to the long axis of tape. At slow cooling of sample wide tapes are formed, at fast cooling -more narrow ones.
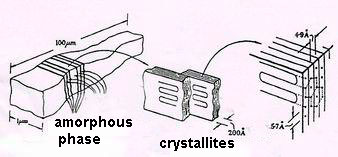
Pic.2. PTFE Structure Scheme
Permolecular structure of polymers (PS) is defined by mutual dislocation of singular elements of structure in space, their inner structure and character of interaction. The sizes of these elements included into permolecular formations of different grade of complexity significantly exceed the sizes of separate macromolecules.
PS of PTFE samples obtained in different ways has been studied by a number of researchers in the 1960-s using methods of electron microscopy and diffraction of electrons. Sizes of structure elements were measured in angstrems (Å). At quoting of these data we will also use this unit of measurement to keep the author's description, meaning, that 1nm is equal to 10 Å.
At Pic. 2 the schematic image of structure unit of PTFE [7] is listed. It is called by different authors "lamel" or "fiber". At Pic. 3 the photo of PTFE is listed, at which the aggregates of such models, their location and density of package in real structure of material can be seen [10]. They consist of microfibers with the same diameter of about 450 Å.

Pic.3. PTFE Permolecular Structure.
Microfibrils consist of plates with thickness of about 60 Å. These plates are arranged into blocks of length about 475 Å. Crystal fields multiple for fibers of diameter of 450 Å on the length within the range of 160-7000 Å are located along the fibers.
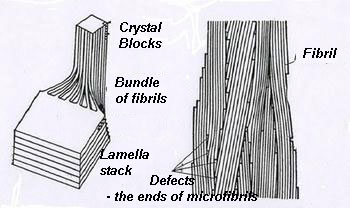
Pic.4. The Scheme of Lamel's Streching In Microfibrils.
The facts listed in different works slightly differ from one another, but the range of meanings of structural elements is the same. The ends of loops of molecular chains form amorphous phase. Their sizes can be appreciated using the schematic picture of chains fragments at Pic. 5 [10] and compare with real structure of PTFE at Pic. 3. During thermal impact the alteration of sizes of crystal and amorphous fields in PTFE are described in the work [10]. Their sizes at different temperatures are listed at scheme at Pic. 5.

Pic.5. The Scheme of Lamel's Streching In Microfibrils..
In the melt the form of molecular chains practically doesn't change and a high grade of ordering of lamels' structure in microfibrils is kept [8].
In the process of stretching of samples made from PTFE the lamels are being transformed into the beam of tightly packed "fibrils" according to mechanism at Pic. 4 [10]. The photos of deformed real structure of material listed at Pic. 6 [10] confirm that. Blocks of lamels and their interactive location form different permolecular structures [54]. As we can see on the listed photos the most defective and incomplete fields by structure and sizes are the amorphous fields of all permolecular structures. Permolecular structures can be called the second level of material's structure.

Pic.6. Stretching Of PTFE Lamels Into Microfibrils.
The properties of polymers are defined by their molecular structure, but these properties are discovered and transferred all onto further levels of permolecular structure and macrostructure of the material. The structures created by particles of PTFE can be considered the third level.
Such properties as electric strength, gas permeability, deformability at tension and compression, frictional wear and other properties depend on the form of particles, their inner and outer structure, on their sizes, particles' distribution according to sizes, presence and quantity of fillings, the grade of monolithization of the material by the borders of powder particles in the process of pressing and baking. It has been proven by a number of researchers [36-50]. We can probably add the stabilization of the material structure or its rebuilding at additional thermal treatment of articles in the form of anneal or structure rebuilding during welding to the fact said above.
In [29] the annealing is referred to as the thermal treatment connected to the reaching of state of melt and further crystallization to increase the grade of polymer's crystallinity and the slow cooling after the heating up to 327oC to lower the residual tensions is called normalization.
The anneal with obtaining melt with temperature point close to melting point and anneal with temperature significantly increasing the melting point are being discussed in P.H. Gail [13] and Wunderlich's [14-15] monographies. The high level of anneal point leading to increasing of the lamels' width and long-term crystallization are the reason of forming the deficient spherulitic structures of PTFE.
The fast crystallization leads to higher defectiveness and relative microporosity of permolecular structures, especially in amorphous fields. Crystallization under pressure promotes the forming of crystallites with stretching chains and structure of more orderliness. All that influences on the level of physical and mechanical properties of articles' material or rebuilding of structure at welding. It does make sense to use the term of normalization of workpiece blanks as a heating up to 327oC and the term of annealing as a heating above that temperature point of phase transfer.
The structure of specially deformed annealed workpiece blanks, which is being created at deformation of articles under pressure when the structure rebuilding is going on forming crystallites with stretching chain at tension or the compaction of PTFE structure in the processes of compression or press forming of articles can be considered the forth level.
The second, third or fourth levels of structures can be characterized by the density of the material structure. According to Specification [34] the density of tubes made of PTFE should not be less than 2,00 g/cm3 and the density of test samples must not exceed 2,21 g/cm3 [1]. This is the formal range of density (volume mass) of articles made ofPTFE defined using the method of hydrostatical weighing according to GOST (State standard) 15139 [35].
The range of density definition using this method doesn't exceed 10,5%. At evaluation of density of material structure by gas permeability the sensitivity of method allows evaluating the differences in the structure density differing more than in 150 times.
If two samples made from PTFE have the same porosity stated in percent but one sample has several big pores and another one has a lot of small ones, then the mass density of both the samples will be same and the gas permeability will be different.
The density of structure of articles made from PTFE can be quantitively defined by using such showing as a material's gas permeability by helium coefficient. Optical microscopy widely used in in material science for structural-phase analysis doesn't always appear to be effective at research of permolecular structures of polymer materials. It is due to the optical microscopes resolution which doesn't exceed 300 nm, while the main element of crystal structure - crystallite - is often close in its sizes to 100 nm, and the sizes of structural formations of amorphous phase are in several times smaller.
Due to that the electron microscopy found its wide range application in studying of permolecular structure of polymer materials [13-15, 51, 52, 55]. Several observing methods of structure using thin films precipitated from the solution, the replicas from the surface of sample slice, the replicas from the splits or splits themselves are known. The methods using the replicas from split or splits themselves are the most suitable methods for polymer materials. It is supposed, that at low temperature break of polymer sample the fragile crack is spreading over the borders of permolecular formations. The studying method of permolecular structure right at the surface of split is spread. The preparation of samples is carried out by the method of fragile break at liquid-nitrogen temperature. The electrically conducting coating 10 nm thick is being put onto the surface of split by sputtering of aluminium or gold at high vacuum. However, electron beam can influence the material's structure and partially break it during observing or photographing. Nevertheless, the use of this method allows visual evaluation of the density extent and defectiveness of packing in permolecular structures of articles' material.
Permolecular structures can be seen at photos obtained with the help of electron microscope and at acoustic screening - acoustic tomography. Acoustic method and defying of gas permeability are the non- breaking studying methods of material structure. As far as it is known, the acoustic method is developed mainly to study the biological objects and not the PTFE. As we managed to know, the authors of this method consider it appropriate to study the structure of PTFE. Adding one's another, both of the studying methods of material structure of PTFE articles allow purposeful influencing on its structure by changing the technological modes of articles production. The development of acoustic microscope, sets of defying gas permeability and measuring methods of different in structure articles will require financing.
Let's trace logically the all main stages of production of workpiece blanks made from PTFE considering the photos of material structure of different level. At photos of Pic. 7-9 different particles of PTFE powder of three types from different lots are shown. The shown forms of particles are the ones of many. There can be open, half opened and closed enclosures inside the particles. The particles of powder can be the agglomerates of smaller particles (Pic. 7). The particles can have villus or sharp spikes, which attract the dust from air (Pic. 8). The part of particles' surface can be smooth up to glitter and another part can be matt (Pic. 9).
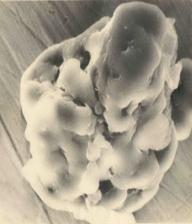
Pic.7. Powder Particle. Type 1.
Pic.8. Powder Particle. Type 2.
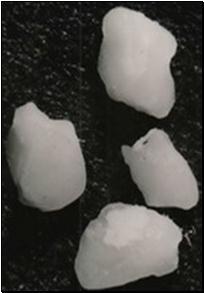
Pic.9. Powder Particle. Type 3.
During the filling of forming pocket of mold the powder of one lot can behave itself as "cotton wool": it consolidates at the place, where the portion had been put. The powder from another lot of PTFE is like sand - it "runs" over the forming pocket at gradual local tamping of filled layer in the mold, especially at making of large capacity articles of complex configuration like branches and junctions.
The particles sizes of PN markfluoroplast-4 (trade mark of Russian granular PTFE) powder of one lot can be within the narrow range and they do not exceed 100-200 μm and there can be such a lot, in which there are more than 15% of particles with sizes exceeding 800-1000 μm. The mass density of workpiece blanks obtained from such a lot usually won't exceed 2,08-2,12 g/cm3 at any regulated modes of molding and baking in spite of any efforts. Their gas permeability by helium will be lower than 1,5*10-16 m4/N*s.
To make it simple further the multiplier at permeability coefficient equal to 10-16 is being skipped and dimension in m4/N*s is not being listed. It is a kind of conventional unit of measurement to shorten the record. Here we must explain, that helium was used as a test gas. The measurement of quantity of diffusate was done using thermal conduction detector of gas chromatograph. The results obtained at control tests were compared with the results of helium gas permeability definition using volumetric method obtained in Scientific Production Association " NPO Kvant". There were no significant differences of results of control definitions. The samples cut out from dressed sheets and from fettling of assemblies of pipelines made using hydrostatic molding were used for studies.
The measurements were conducted at room temperature. The using of helium was based on the following facts:
- high penetrability of helium provides minimum measurement period;
- helium is a nonexplosive
gas, as well as diffusing hydrogen;
- diffusion coefficient and coefficient of helium solubility
do not depend on its partial pressure;
- sorption of helium by polymers is a pure physical process
with absence of interaction with samples' material;
- maximum free volume of polymers available
to sorbates' is equal to volume, which helium molecules can occupy at balanced sorption [33];
- Using of helium for carrying out of non-destructive method of quality control of finished products
using standard methods with application of helium leak detector is possible; [80].
Different technologies of producing the workpiece blanks out of PTFE powder are described in a number of works [23-28]. During pressing of workpiece blanks the particles of powder are getting closer with each other, turning around trying to stand with their main geometrical axe in direction perpendicular to the direction of pressing partially hampering each other in occupying the most energetically profitable position. Under the influence of puncheon the particles are being deformed and packed. The air being pushed from the powder is hampering that. The air shrinks inside the powder and under the created pressure finds or creates the channels for itself between the particles to the direction of gaps situated in the impression. At compression pressing that are usually the gaps formed between the puncheon and walls of matrix and between the puncheon and central lock. Due to different properties of initial powder and different sizes of moulds the air channels will obtain unpredictable directions and sizes. As we can see, it is hard to expect a particular order in the package of powder particles. The formed vaults, arches and spaces between the not properly adjoined pressed particles are seen on the photos of green workpiece blanks, displayed in the Pic. 10 and 11.

Pic.10. Particles' Packing Upon Pressing

Pic.11. Friabilities in the Particles' Packing after Pressing
During sintering under the influence of Van der Waals forces the particles of powder bind together and form more or less monolithic structure [31 -32] not transferring to the state of traditional melt. The degree of intergrity depends on the average size of particles, on the distribution of particles according to sizes, on the amount of molding pressure, on the rheological characteristics of particles' material - an ability to deform and flow upon reaching the yield strength under the influence of applied pressure, on the level of tensed state of the material of initial particles of powder, on the conditions of thermal processing of workpiece blanks during all the stages of sintering. The combination of mentioned factors creates the structures defying the mechanism of medium penetration through the work piece blanks material. This can be the diffusion penetrability (volume flux, surface flux) and relative permeability (molecular flow or Knudsen flow, laminar flow or Pyazeille flow, flowing out of holes) [30].
On the photos listed below you can see the structures of different level of PTFE samples allowing comparing the grade of their homogeneity or imperfection.
The magnification degree for permolecular structures ranges from 5000 to 10 000, and for macrostructure it is about 800.
At Pic. 12 you can the particle of PTFE powder after thermal treatment at free condition at sintering temperature. On the surface of the particle the smallest bumps can be seen, by which the particles can be attracted to each other, judging by the sharp increase of such particles on the edges of sintering particles.

Pic.12. Border between sintered and unsintered material
At Pic. 13 you can see the border of the gradual transit from sintered PTFE to the sintered one. Special conditions of thermal treatment for compressed workpiece blank were created to obtain such border.
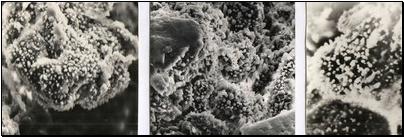
Pic.13. Freely sintered particles of PTFE powder.
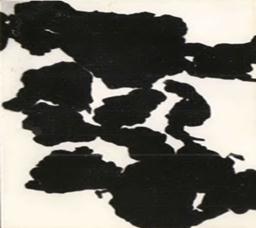
The density of material's structure at macrolevel is defined by the presence of defects at the borders of powder's particles coalescence. At the presence of visible borders the gas permeability is rather high. It can be seen on the photos listed at Pictures 14, 16 and 18.
When obtaining macrostructure with merged particles borders gas permeability can decrease in 5 -100 times, that can be seen at photos of pictures 15, 17 and 19.
The samples, which structure can be seen at photos of pic. 14 and 15 have been obtained from one lot of powder. The samples, which structure can be seen at photos of Pic. 16 and 17 and as well as on the photos of Pic. 18 and 19 have been obtained from one lot of the powder as well. Judging by these photos we can see, that we can obtain the articles of significantly different value of gas permeability from one lot of powder, at that the possible range of gas permeability alteration is different for every lot. The magnitude degree at photos of Pic. 14 - 19 is the same at every picture and equals 2000.
|
Pic.14. Material Structure of 1,05 Permeability |
Pic.15. Material Structure of 0,01 Permeability |
Pic.16. Material Structure of 1,35 Permeability |
|
Pic.17. Material Structure of 0,28 Permeability |
Pic.18. Material Structure of 1,1 Permeability |
Pic.19. Material Structure of 0,2 Permeability |






Using purposeful selection of powder lot, special techniques of pressing and sintering of workpiece blanks the reachable degree of gas permeability can be regulated. There are techniques of additional thermal treatment of already baked workpiece blanks or already made articles allowing both decreasing and increasing of the reached degree of gas permeability.
Monitoring the alterations of gas permeability degree during baking process it was stated when and with what intensity the gas permeability degree changes. This laid the basis for controlling the material monolythization degree of workpiece blanks obtained from PTFE.
At Pic. 20 you can see the photo of cut of especially obtained welded joint starting from visible border of welded details passing from right upper corner down angularly approximately of 45o till forming of monolithic pieces of connected by joint details. Welding of PTFE is carried out using diffusion method. Within the range of welded pieces we can see the intrusion of structural elements through the former border between the details.

Pic. 20. Structure of the material in the weld
At Pic. 21 large-size workpiece blanks from PTFE made using hydrostatic pressing are shown as an example to demonstrate the results reached in practice. On the left - the body of experimental bathtub made from PTFE of 1000 mm diameter and 400 mm diameter sleeve to obtain manganese by melting ore using arc, and on the right - the reactor's body of FPTFE and diameter of 1600 mm, tankage of 2 m3 and weight of 800 kg to wash off the gold in Zeravshan (Uzbekistan). Twelve reactors with such bodies were used in the Institute of Nuclear Researches of RAS (Baksan Neutrino Observatory) in the telescope to obtain the information allowing to study the mechanism of Sun luminosity.

Pic. 21. Tanks from PTFE
2. The Role Of Material Structure Compacting For Improving of Different Properties Of Articles Made from PTFE
The possibility of controlling the density of different level material structure had been shown above using the example of gas permeability of fettling made of PTFE. Let's consider the qualitative side of role of FPTFE articles material structure compacting for improving the other properties of articles.
The increasing of electrotechnical PTFE articles electric strength can be achieved by compacting the material structure. The electric strength of air is equal to 3 kV/mm [71]. According to GOST (state standard) 10007-80 the electric strength of accepted PTFE must be no less than 50 kV/mm. The electrical breakdown in polymer materials is beginning in air-filled channels remained in the material structure. At strong heating of ionized air in these channels the destruction of polymer at the channel walls occurs with burning of magistral holes of the most fanciful shapes [78].
Air-filled channels in the structure of PTFE workpiece blanks can remain due to the presence borders between the powder particle which had not closed at sintering. If you can provide the deleting of borders, then the compacting of material's amorphous stage can be reached using the same technological methods as are used at significant decrease of gas permeability. The definition of electric strength is carried out by GOST (State standard) 6433.3 and GOST (State standard) 10007-80 [80,1]. This is the destructive control method. Using the same samples at first we can define gas permeability and then the electric strength of material and then find the correlation between gas permeability and electric strength. Altering the samples making technology to achieve the material structure of higher density with measuring their gas permeability or carrying out the additional normalization or baking/annealing the workpiece blanks using different modes we can using the methods of mathematical planning of experiments or factor analysis find the direction for the purpose of increasing electric strength moving along the gradient. At that, of course, we should take into account common for every material laws of physics of solid body and specific particularities of fluoropoymer [71-74]. Using well-tested techniques of workpiece blanks structure optimization, which are obtained with the use of hydrostatic pressing, we managed to develop the production technique of electrical insulating inserts made from PTFE for gas-insulated switch for ac voltage up to 110 kV which have been competing for more than 10 years with insulators produced by other technologies and even with the use of imported materials. The unit of device with the use of such details made from PTFE is shown on the Pic. 22. The darkened details are made from PTFE.

Pic. 22.Gas-Insulated Switch Unit
Regulating the material structure we can achieve a high level of indices of deformation resistance during extension and compaction of PTFE articles. We will describe specific mechanical properties of PTFE articles in other articles.
At Pic. 3 we can see, how lamels are orienting at the extension direction during sample's stretching. At Pic. 14 the remaining borders between the powder particles in the sintered workpiece blank can be seen. As we have already seen, at certain modes of pressing and sintering we can obtain different material structure in workpiece blanks. At extension and compaction different structures are deforming differently. In the book [78] it is noticed, that structure characteristic influenced most of all the formation of the properties rather than the crystallinity grade. In the book by Asadsky [77] the close connection between deformation properties, character and inner structure of permolecular structures - their type, form and sizes is being noticed. Regulating permolecular structures, we can alter mechanical properties within wide range. We can influence mechanism and process of deformation, structural transformations and deformations.
Anisotropy, viscoelasticity, thermoelasticity and the size of end deformation can be influenced as well [61, 68-70, 75-77].
Fluffy material structure influences chemical resistance of PTFE articles. The information on the results of PTFE samples test which were put into the different media in free and deformed state for a long time under the weight, which level was close to the liquid yield strength of PTFE is available. After remaining in these media in a free state for a one year the samples' mechanical properties have not changed at all. The durability and elongation of the samples remained under the weight in petrol, kerosene and acetone have changed at break for more than 15% [63]. According to GOST (State standard) 1220 [79] the appreciation of chemical resistance of polymer to reagent action is being done according to alteration of the mechanical showings.
If the alteration of mechanical showings is more than 15%, then the polymer chemical resistance will be considered as insufficient. According to that data PTFE should have been referred to as chemically unstable materials in the media mentioned. There is information on the problems of a similar type when using PTFE in bromine and bidistillate. Mentioned media are not related to the ones, for which the application of PTFE according to Appendix to GOST 10007-80 [1] is limited. Such phenomena can be encountered at for other media as well. Apart from the loss of mechanical properties the cases of impregenating of PTFE tubes walls with hydrocyanic acid, chloralem are known. Many probably can add to the information of such nature. Our explanation for these phenomena is as follows. The reason for all these phenomena can be considered the fluffy material structure of samples or the articles used. The so called "Rehbinder Effect" is known, its action mechanism is that at penetrating of media into the thickness of material a disjoining effect in the tops of microfissures and in the sharp end points of micropores, which later will develop into magistral microcracks, is starting to act.
Here the action of laws of dampening, sorption, polarity, capillarity and many others is possible. The phenomena of penetrated media phase transfers will have their own influence, if they are accompanied by alterations of penetrated medium volume, for example, the increase of volume while freezing. The influence of PTFE temperature extensions is possible, very high residual voltages in material structure of workpiece blanks etc. Many of that facts have been described in literature in details [43, 60-67, 82, 85]. If there are no channels and pores for medium penetration, the problems of decreasing of mechanical properties of PTFE samples material will be taken off.
In some cases the problem may be driven to the absolutely other aspect, for example, to the necessity of keeping the record of plastizing effect phenomena at mutual influence of fluoroorganic and chlororganic and at the presence of high tense state of the material in the points of curve of belled areas at lining of columns using PTFE lammelar/laminated/sheet for rectification of choloroform [82, 85, 86].
If we change the structure of material of PTFE article using the radiation, then wear resistance of material will increase several times compare to the introduction of most effective filling agents [87].
Using structural modification we have developed the technology of sheets' welding and PTFE fitting welding with the weld strength and heat-affected zone, exceeding the strength of details being welded.
3. Making Articles out of PTFE Using Nanotechnologies.
According to researchers data packing factor of crystalline phase of PTFE does not change its value before and after article molding and sintering. Thus amorphous phase defines uniformity of article structure. Amorphous areas of PTFE in article has nanosizes. Hence problem of forming PTFE article structure is problem of nanolevel [88].
One of the known example of using PTFE nanotechnologies in Russia is obtaining PTFE nanoparticles by controlled thermo destruction of PTFE powder (row material or waste)[88-90, 48]. It is very interesting direction are gave significant economical effect.
Next example is connected with discovering/ revelation of the abilities of different fillings in small quantities to influence the modification of PTFE structure increasing the wear-resistance of the material [48, 74, 91].
The control of material structure density of articles made from PTFE can be referred to as the third direction of works regarding the improving of materials' properties. The gas permeability itself is one of the significant characteristics of fettling elements made from PTFE in the form of free inserts for chemical apparatus, pipeline joints/units/assembly units, valves, pumps of different types and for the laboratory dishware as well, shipping containers and different vessels for storage of chemical compounds. That's completely sufficient for the wide practical application of results we have achieved for the purpose of perfecting the existing production technologies and the articles themselves, and also for new developments.
Conclusion
- The material structure of PTFE workpiece blanks can be inhomogeneous and even obtains defects. That correspondingly transfers onto the articles obtained from workpiece blanks.
- Structure inhomogeneity and defects can be seen on the photos obtained using electronic microscope. Every structure fragment can be described, given a qualitative characteristic. The qualification of structure elements can be introduced and even the album of structures typical characteristic for PTFE structures can be created.
- Density for every type of PTFE structures can be evaluated in quantitive terms using the coefficient of permeability by helium. The degree of gas permeability will depend on technological history of production. Comparing quantitive and qualitative rating/ valuation of every structure type to the obtaining conditions of samples under research/study we can estimate the degree of influence of technological and other factors on the opportunity to control the material structure density.
- Using the example of PTFE samples gas permeability we demonstrate the opportunity and reachability of effective regulation of density and configuration of PTFE articles material nanostructure by technological operational modes of production, which can be used to improve a number of other properties of PTFE articles.
- The achieved degree of articles material structure density and its alteration during the operating process can be controlled according to the change of measured gas permeability by helium using nondestructive control methods, by now it is not achievable using other methods.
References
2. Teflon PTFE. Granulirovannye smoly. Prospekt firmy Dyupon. USA.
3. Doban R.C., Sperati C.A., Sandt B.W. The Physical Properties of Teflon Polytetrafluoro-ethylene. DupontdeNemours &Company,Inc. SPE Jornal, Nowember, 1955. p. 17-30.
4. Polyflon PTFE moulding powders. Daikin Industries Fluoroplastics. Product Information (except for USA).
5. Prospekt firmy «Hoechst». Sintez, svojstva i sposoby pererabotki politetraftorehtilena.
6. Physical properties of Fluon unfilled and filled PTFE. Technical Service Note F12/13.
7. Sina Ebnesjjad. Fluoroplastics. Volume 1. Non-melt processible fluoroplastics: the defin-itive user`s quide and databook.Plastics Design Library. USA. 2000.
8. Mashkov Yu.K. i dr., Kompozicionnye materialy na osnove politetraftorehtilena. M., Mashinostroenie, 2005, 240s.
9. Encyclopedia of Polymer Science and Technology. New-York-London, 1970. V. 13. 843 p.
10. Marihin, Myasnikova L.P., Nadmolekulyarnaya struktura polimerov.
11. C.F.Sperati. Physical Constants of Fluoropolymers. Chemical Engineering Department Ohio University Athens, Ohio/ E/I/DuPont de Nemours& Co. Inc/ Polymer Products Department Parkersburg, West Virginia.
12. K. O`Leary and P.H. Geil. Polytetrafluoroethylene Fibril Structure/ Journal of applied Physics. October 1967. Vol. 38. Num. 11.
13. P.H. Geil, Polimernye monokristally (PolymerMonocrystals). In: , Khimiya, L. (1968),p. 552.
14. Wunderlich B., Crystal.Structure, Morphology, Defects, Academic Press (Translated into Russian, Mir, Moscow,1976, 624 p.),.
15. Wunderlich B., Macromolecular Physics, Vol. 2 [Translated into Russian (Moscow: Mir,1976, 576 p.)
16. Bunn C.W., Colbold A.Y., Palmer R.P. Polymer Sci., 1958, V. 28, p. 365
17. Ftoropolimery, pod red. O. Wall., M.: Mir, 1975. 448s.
18. Speerschicler C.J., Lie H. The Role of Filler Geometrical Scape in Wear and Friction of Filled PTFE// Wear. – 1962. -No2. p. 1318-1325.
19. Mandelkern L., Kristallizaciya polimerov. Khimiya, M.-L.,1966. 336s.
20. Sharplez A., Kristallizaciya polimerov. - Moskva: Mir, 1968. – 200s.
21. Panshin Yu. A., Malkevich S.G., Dunaevskaya U.S., Ftoroplasty. – Moskva: Khimiya,1978. 232s.
22. Jintang G., Hongxin D. Moleculestructure variations in friction of stainless steel / PTFE and its composites // J. Appl. Polymer Sci. – 1988. – V. 36, No 1,Р. 73-85.
23. Chegodaev D.D., Naumova Z.K., Dunaevskaya C.S., Ftoroplasty. L., Goskhimizdat, 1960. 192 s.
24. Goryainova A.V., Bozhkov G.K., Tihonova M.S., Ftoroplacty v mashinostroenii.M., Mashinostroenie, 1971. 214 s.
25. Pugachyov A.K., Roslyakov O.A., Pererabotka ftoroplastov v izdeliya. Tekhnologiya i oborudovanie. L.,Khimiya, 1987. 168s.
26. Spravochnik po plasticheskim massam. Pod red. Kataeva V.M., Popova V.A., Sazhina B.I., Izd. Vtoroe. M., Khimiya, 1975. 448 s.
27. Povyshenie ehkspluatacionnyh svojstv kompozitov na osnove PTFE optimizacii sostava i tekhnologii. Ch. II: Vliyanie tekhnologicheskih rezhimov na mekhanicheskie i tribotekhnicheskie svojstva kompozitov / Mashkov Yu. K., Bajbarackaya M. Yu, Kalistratova L.F. i dr. // Trenie i iznos, 2002. T. 23, No 5. s. 537-542.
28. Erich P., Frieser P, Kreger H. Die Eigenschaften vor Polytetrafluorethylene unter be-sonderer Derucksictigung ihrer Abhandigkeit von den Verarbeitung Bedingungen // Ver-arb. – 1963. –No 11. s. 721-725.
29. Enciklopediya polimerov. M., Sovetskaya enciklopediya. T.3, 1977. 1152 s.
30. Rejtlinger S.A., Pronicaemost' polimernyh materialov. M., Khimiya, 1974. 272 s.
31. Skorohod V.V., Reologicheskie osnovy teorii spekaniya. Kiev, Naukova Dumka, 1972. 152s.
32. Geguzin Ya.E., Fizika spekaniya. M., Nauka, 1967. 360 s.
33. Manin V.N., Gromov A.N. Fiziko-khimicheskaya stojkost' polimernyh materialov v usloviyah ekspluatacii.L., Khimiya, 1980. 248 s.
34. TU 6-05-987-79. Truby i fasonnye chasti truboprovodov iz ftoroplasta-4 i ftoroplasta-4 modificirovannogo. Tekhnicheskie usloviya.
35. GOST 15139-69. Plastmassy. Metody opredeleniya plotnosti (ob"yomnoj massy).
36. Izmereniya struktury politetraftorehtilena v rezul'tate oblucheniya pri povyshennyh temperaturah / I.M. Abramova, L.G. Kazaryan, N.I. Bol'shakova, V.S. Tihomirov // Vysokomol. soed. Ser. B. 1991. T. 33, No 1. s. 28-33
37. Mashkov Yu.K., Kalistratova N.P., Kolosov P.E., Struktura i iznosostojkost' modificirovannogo politetraftorehtilena. Omsk: Om-GTU. 1998. 143 s.
38. Mashkov Yu.K., Vliyanie temperatury na strukturu i tribotekhnicheskie svojstva napolnennogo politetraftorehtilena // Trenie i iznos, 1997. T. 18, No 1. s. 108-113
39. Sogolova T.I., Fizicheskaya i fiziko-himicheskaya modifikaciya polimerov // Mekhanika polimerov. 1972. –No 3. s. 395-408.
40. Gol'dman A.Ya., Lobanov A.M., Polyakov Yu.S. Vliyanie relaksacionnyh processov na mekhanicheskie svojstva ftorpolimerov // Vyazkouprugie svojstva polimerov pri nizkih temperaturah: Sb. trud. IFTPS. Yakutsk: SO AN SSSR, 1979. s. 27-33.
41. Gal'perin E.L., Struktura i svojstva kristallizuyushchihsya poliftorehtilenov: Av-toref. dis. d-ra. fiz.-mat. nauk –Moskva, 1980. 43 s.
42. Planchet T.A., Kennedy F.E. Sliding wear mechanism of polytetrafluoroethylene and PTFE composites // Wear. – 1992. – v. 153. – p. 229-243.
43. Soshko A.I. Vliyanie zhidkih sred na prochnost' ftoroplasta-4 // Plastmassy. – 1971. –No 4 –s. 36-37.
44. Wettability, soil adhesion, abrasion and friction wear PTFE+PPS+Al2O3/ X.C. Lu, S.Z.Wen, J. Tong, etc // Wear. – 1996. – v. 193. – p. 48-55.
45. Yamada Y., Tanaka K., Saito K. Friction and damage of coatings formed by sputtering PTFE and polyimide // Surface and coating Technology. – 1990. – v. 43-44. – p. 618-628.
46. Heise Von B., Kilian H. G., Muller F. H. Structur vo Polytetrafluoethylen // Kolloid Zeitsrift fur polymere. – 1961. – Bd. 123, N 1-2. S. 12.
47. Youngguist O. G., Ftoroplasts // Plast Word. 1973. – V. 31, N 8. p. 104.37.
48. Vliyaniekhimicheskogo sostava napolnitelej na strukturoobrazovanie v PTFE / B.A. Adrianova, Yu.V. Demidova, A.V. Vinogradov i dr. // Izvestiya SO AN SSSR. –Ser.Khim. – 1989. –V. 6. s. 96-102.
49. Yan F., Xue Q., Yang. S. Debris formation process of PTFE and its composites // J. Appl. Polym. Sci. – V. 61; P. 1223. 240с.
50. Rastrovaya ehlektronnaya mikroskopiya i rentgenovskij mikroanaliz: V 2-h knigah / G. Goldstejn, D. Newbery.
51. Chang L. Microscopy study of the frictional wear of polytetrafluoroethylene // Wear. – 1982, v. 72, No 2.р. 95-105.
52. BS 6564: part 2, 1991. Politetraftoretilen. Materialy i izdeliya. Specifikaciya na izdeliya iz nenapolnennogo politetraftoretilena.
53. K. O’Leary and P.H. Geil. Polytetraflyoroerhylene Fibril Structure.//Journal of applied physics. V. 38,N 11. October 1967. p. 4169-4181.
54. Metody ispytaniya, kontrolya i issledovaniya mashinostroitel'nyh materialov. (Spravochnoe posobie). Pod red. Tumanova A.T., Tom 111. Metody issledovaniya nemetallicheskih materialov. M.: Mashinostroenie, 1973. 284 s.
55. Torner Z.V. Osnovnye processy pererabotki polimerov. Teoriya i metody raschyota. M.: Khimiya, 1972. 456 s.
56. Tager A.A. Fiziko-khimiya polimerov. Izdanie vtoroe. M.: Khimiya, 1968. 544 s. Suzdalev I.N. Nanotekhnologiya: Fiziko-khimiya nanoklasterov, nanostruktur i nanomaterialov. Izd. 2-e, ispr.-M.: Knizhnyj dom «LIBROKOM», 2009, -592 s.
57. Norio Taniguchi. «On the Basic Concept of ‘NanoTechnology’», 1974.Proc. ICPE Tokyo, 2, p.18-23.
58. Mirzoev R.G., Osnovy konstruirovaniya i raschyota detalej iz plastmass i tekhnologicheskoj osnastki dlya ih izgotovleniya. L.:Mashinostroenie, 1972.416 s.
59. Vorob'yova G.Ya., Khimicheskaya stojkost' polimernyh materialov. M.: Khimiya, 1981. -296s.
60. Regel' V.R., Slutsker A.I., Tomashevskij E.E., Kineticheskaya priroda prochnosti tverdyh tel. M.: Nauka, 1974. -560 s.
61. Nikolaev N.I., Diffuziya v membranah .M.: Khimiya, 1980. 232 s.
62. Tynnyj A.N., Prochnost' i razrushenie polimerov pri vozdejstvii zhidkih sred .Kiev, Naukova Dumka, 1975. 208 s.
63. Poristye pronicaemye materialy. Spravochnik pod red. Belova S.V., M.: Metallurgiya, 1987. 335 s.
64. Al'shits I.Ya., Anisimov N.F., Blagov B.N. Proektirovanie detalej iz plastmass. Spravochnik. M.: Mashinostroenie, 1969. 248 s.
65. Kenneth M. Pruett. Chemical resistance guide for plastics. Manufactured in United of America, 2000. 680 c.
66. Goryunov Yu.V., Percov N.V., Summ B.D., Effekt Rebindera. M., 1966.
67. A.L. Volynskii, N.F. Bakeev., Vysokodispersnoe orientirovannoe sostoyanie polimerov. M., 1985.
68. Dubyaga V.P., Perepechkin L.P., Katalevskij E.E., Polimernye membrany. M., 1981.
69. Volynskii A.L., Bakeev N.F., Solvent Crazing of Polymers. Amsterdam, 1995.
70. Alekseev A.G., Gureev V.A., Montazh zharostojkih kabelej. M.:Energiya, 1975.
71. Korobejnikov S.M., Diehlektricheskie materialy. Novosibirskij Gosudarstvennyj Tekhnicheskij universitet. 2000.
72. Korickij Yu.M., Elektrotekhnicheskie materialy. M.: Energiya, 1976.
73. Kovalenko N.A. Issledovanie i razrabotka polimernyh elektroprovodyashchih materialov s polozhitel'nym temperaturnym koehfficientom soprotivleniya na osnove politetraftoretilena. Avtoreferat kand. dis. Yakutsk, 1989.
74. G. F. Bell. Eksperimental'nye osnovy mekhaniki deformiruemyh tvyordyh tel. Part 1.Malye deformacii. M.: Nauka , 1984. 600 s.
75. G. F. Bell. Eksperimental'nye osnovy mekhaniki deformiruemyh tvyordyh tel. Part 11. Konechnye deformacii. M.: Nauka , 1984. 432 s.
76. Askadskij A.A. Deformaciya polimerov.M.:Khimiya, 1973. 448 s.
77. Konstrukcionnye svojstva plastmass. (Fiziko-khimicheskie osnovy primeneniya). Pod red. Behr A. M.: Khimiya, 1967.
78. GOST 12020-72. Plastmassy. Metody opredeleniya stojkosti k dejstviyayu khimicheskih sred.
79. GOST 28517-90. Kontrol' nerazrushayushchij. Mass-spektrometricheskij metod techeiskaniya. Obshchie trebovaniya.
80. GOST 12423-66. Plastmassy. Usloviya kondicionirovaniya I ispytaniya obrazcov (prob).
81. Churaev N.V. Fiziko-khimiya processov massoperenosa v poristyh telah. M.: Khimiya, 1990. 272 s.
82. Vyazkouprugaya relaksaciya v polimerah. Sostavitel' M. Sheen. Pod red. A.Ya. Malkina, M.: Mir, 1974. 272 s.
83. Gul' V.E., Kuleznyov V.N., Struktura i mekhanicheskie svojstva polimerov. M.:Vysshaya shkola., 1966. 316 s.
84. Kargin V.A., Slonimskij G.L. Kratkie ocherki po fiziko-khimii polimerov . M.: Khimiya, 1967. 232s.
85. Kozlov P.V., Pavlov S.P. Fiziko-khimicheskie osnovy plastikacii polimerov. M.: Khimiya, 1982. 224 s.
86. ISO 12986-2. Plastiki-Ftorpolimernye dispersiii materialy dlya pressovaniya i ekstruzii. Part 2. Podgotovka obrazcov dlya ispytaniya i opredeleniya svojstv.
87. Hatipov S.A., Konova U.M., Artamonov N.A. Radiacionno-modificirovannyj politetraftoretilen: struktura i svojstva. // Ros. him. zh., 2008, t. L11, No 5, s. 64-72.
88. Bouznik V.M. Nanotekhnologicheskie podhody kak napravleni razvitiya ftorpolimernogo proizvodstva i materialovedeniya. // Materialy Mezhdunarodnoj konferencii «Vysokie tehnologii – strategiya XXI veka», sentyabr' 2009.Opublikoval Gudilin E.A.
89. V.M. Bouznik, L.N. Ignatieva, V.G. Kuryavyi, A.K. Tsvetnikov, Gas-phase synthesis ofpolytetrafluoroethylene ultradispersed powders // KONANo28 (2008) p. 98-108.
90. A. Tsvetnikov, L. Ignatieva, V. Kuryaviy, L. Matveenko, V. Kavun, V. Bouznik, The Nano- and Microdispersed Fluorocarbons Materials. 15th European Symposium on Fluorine Chemistry, Prague, 15th-20th July, 2007.
91.A.A. Ohlopkova, O.A. Adrianova, S.N. Popov, Modifikaciya polimerov ul'tradispersnymi soedineniyami. -Yakutsk: YaF Izd-va SO RAN, 2003. – 224 s.
Recommended for publication by Ph. D. Alexey N. Ilyin
Fluorine Notes, 2011, 74, 7-8
