Fluorine Notes, 2006, 48, 1-2
Obtaining of perfluoroalkylsulphofluorides from sultones(continuation) C.M. Nurgalieva*, T.A. Bispen**, A.I. Ilyin*, D.D. Moldavsky** *JSC "Halogen", Lasvinskaya St. 98, 614113, Perm, Russia E-mail: halogen@perm.raid.ru **Russian Scientific Center "Applied Chemistry", Dobrolyubova Ave. 14, 197198, Saint-Petersburg, Russia Dithionite method (Table 1 # 3) is of absolute scientific interest due to transforming of ordinary substituents into complicated functional groups, but even at its carrying out in the laboratory we get a long, multistage scheme which includes additional stages of extraction, drying, evaporation and regeneration of solvent. Amongst minuses of the present method we should mark out the following:
The authors considers the sultones' treatment a simplified and technological method. According to the works [39-47] the introduction of sulphonyl group can be done at interaction of perfluorolefines and sulphuric anhydride followed by hydrolysis of sultones obtained (table 1, # 5) The excessive electron' density of perfluorolefines carbon atoms provides largely a quantitative yield of sultones obtaining reactions (10). According to authors data [39, 41] and to experiments' data (table 4) the yield of hexafluoropropane-2--sultone is 96-98%. Linear isomer, 6- and 8-component cyclic sultones and allylfluorosulphate which overall sum ranges from 0,5 to 2% are formed as admixtures. Obtained sultones are hydrolyzed according to reaction 11 up to α-hydropolyfluoroalkylsulphonylfluorides (hereinafter α-HPFASF), which are a starting material for the following exhaustive fluorination (reaction 12):
I. During preliminary tests authors had tested different sultones' synthesis and hydrolysis methods:
Hexafluoropropene (hereinafter HFP) was used as a starting material to study technological
modes of synthesis of PFASF. Comparative results of experiments regarding synthesis
and hydrolysis of HFP-2 TABLE 2. Sultone Synthesis 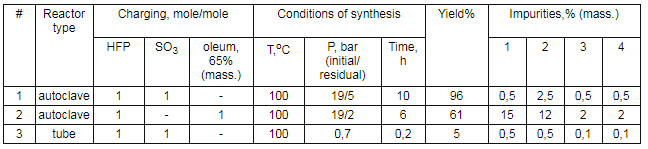 2-tetrafluoropropionic acid 3-sulphuric acid 4-anhydrous hydrogen fluoride When perfluorolefine is interacting with sulphuric anhydride several competing processes take place (reactions13-17) -isomerization
- forming of fluoroanhydrides - SO2F2
- forming of polyfluoroalkylsulphates
- forming of allylfluorosulphates
- forming of α-hydropolyfluoroacids
Reactions 13, 14, 15 and 17 take place only in the presence of sulphuric acid in sulphuric anhydride. At that, the number of by-products is in proportion with its concentration in freshly refined sulphuric anhydride, that's why when using commercially produced oleum of free sulphuric anhydride content equal to 65% in sultone's synthesis, as it is suggested in the work [43], leads to lowering of sultone's yield to 35-40%. When using 98% sulphuric anhydride the yield of sultone counts to 96-98%. We should take into consideration, that in first case a rectification unit of sultone's products synthesis is put into operation, and in the second case the need of sulphuric anhydride distillation equipment use is appeared . The difference between boiling points of sultone's synthesis products is in table 3. Table 3. Boiling Points of Sultone's Synthesis Products
To separate the present mixture we need rectification. The difference of boiling points of sulphuric anhydride (44,88oC) and monohydrate (330oC) is 285oC, so we need a simple distillation to separate this mixture [40]. Table 4. Results of Laboratory Tests regarding Synthesis of HFP- 2
* - Here a starting pressure is stated at full feeding of monomer and max heating of autoclave/ residual pressure of autoclave at the same temperature (90-100oC). In the table 4 tests results of sultone synthesis are presented, they allow us to make the following conclusions:
The obtaining technology of α-hydrotetrafluoroethylsulphonylfluoride (α-HTFESF) for exhaustive fluorination provides high yield (by the sum of 2 stages it is up to 92%) and is based on using typical equipment. The special feature of the process is a necessity to use freshly refined sulphuric anhydride and also the necessity to carry out the sultone hydrolysis using apparatus resistant to water containing hydrogen fluoride (graphite, fluorocarbon polymer, nickel steel EI-943 ), ordinary steel brands are of high corrosion (up to 0,2 g/cm2 per year). II.Hydrolysis of HFP-2 - forming of polyfluoropropionic acid sulphonylfluoride 18
And its spontaneous decarboxylation forming α-hydrotetrafluoroethylsulphonylfluoride (hereinafter α-HTFESF) according to reaction 19
As these two reactions are going simultaneously, then the common summary equitation corresponds to scheme 18 and taking into account the thermal effect it equals to the following:
During laboratory tests it was stated, that without well-timed heat removal of sultone hydrolysis reaction we could observe the heating up of reaction mass up to temperature range within + 40 + 60oC. The temperature rise results in formation of by-products, and also in evaporation and carry-over together with carbon dioxide of both initial sultone (b.p.=+46,5oC) and target product of α-HTFESF (b.p.=+62-63oC), that's why in methodical recommendations the temperature interval ranges from 0 to + 10oC. Temperature rise depends on heat removal efficiency. During the hydrolysis process along with α-HTFESF the hydrogen fluoride is forming, which protonates the reaction mass, that leads to acidic hydrolysis according to reaction 21
As a result of acidic hydrolysis tetrafluoropropionic (hereinafter TFPA) and sulphuric acids accumulate in reactor along with hydrofluoric acid, the dissociation constant of sulphuric acid determines the rate of following acidic hydrolysis of sultone. Thus, the summary hydrolysis equitation could be written as scheme 22
However, stochiometric yield of α-HTFESF according to that reaction is much lower than experimental data (table 2). At 100-% implementation of that reaction 1 gram-molecule of α-HTFESF is formed out of 2 gram-molecules of sultone, i.e. coefficient of consumption is equal to 2,5, that is in contradiction with experimental data according to which the coefficient of consumption by sultone ranges from 1,4 to 1,6 (theoretical coefficient of consumption according to reaction 18 is 1,25). According to the methods [39,42] α-HTFESF synthesis is carried out by adding equimolecular amount of water (1:1) into sultone cooled in advance. During preliminary tests it has been stated, that side reaction 21 always takes place, that involves additional water consumption, as a result of which up to 30% of sultone remains unhydrated (table 5, # 1-3). Table 5
Under conditions of commercial production it will require additional stages of control to correct flows fed for synthesis. Authors has suggested method of hydrolysis, where we use 15-30 times water excess adding chipped ice under laboratory conditions or brine feeding minus 15 under conditions of production to provide intensive reaction heat eliminating, control of temperature range within 2- 5oC and completeness of process passing. At such dilution the concentration of hydrogen ions at aqueous phase changes slightly, that allows to keep rate of direct and side reactions constant (20, 21). Besides, sultone is fed into water but not vice versa. That provides literally constant composition for organic and non-organic phases upon finishing the hydrolysis. You can find the results of analysis of aqueous fraction composition depending on proportion of charged reagents and amount of fed for hydrolysis water in table 6. Table 6. The Composition of Aqueous Fraction upon Finishing of HFP - 2
Concentration of TFPA is determined by disparity of total acidity and acidity, determined by sum of sulphuric and hydrofluoric acids. It is formed during synthesis of sultone according to reactions 3 and 5 (up to 0,5%), and also according to reaction 19 (from 4 to 16%). The rate of TFPA forming significantly influences the yield of target product and depends on a number of factors, including temperature of the process (table 7). Table 7. Temperature Effect on the Yield of α-HTFSF.
We have found the proportion between target process rate and TFPA forming rate by target product yield and composition of aqueous fraction. At temperature of 15oC this proportion amounts to 5:1, and upon decreasing temperature to 2 - 3oC the rate of its forming decreases 4,5 times less and proportion of direct and side reactions equals to 22:1. Sultone's hydrolysis is a exothermal reaction, at which the increasing of temperature results in forming of TFPA up to 16% and decreasing of target product yield by 10-30%, that's why the temperature of the process should not exceed 2-5oC. The process is carried out at water excess of 15-30 times over and at intensive isolation of reaction heat to maintain such temperature mode. Obtained α-HTFSF raw material contains only water up to 1% as an impurity , other impurities amount to less than 0,01%. The water has been eliminated by drying at zeolites followed by their regeneration using incineration. When needed a simple distillation was done at typical unit, as a result of which a product for exhaustive fluorination was obtained, containing main compound at a purity of 99,7-99,9%, content of water less than 0,01% (α-HTFSF). III. Exhaustive fluorination of poly-fluorinated compounds of different classes for commercial production had developed due to successful projects of a number of Russian scientists. Today substitutive fluorination of "residual" hydrogen due to high selectivity of methods suggested passes quantitatively. When choosing method of exhaustive fluorination we have analyzed all kinds of methods.
The scientific explanation of manageable process of direct fluorination is based on the conception of localization of direct fluorination acts for the purpose of well-timed isolation of excessive energy of adducts formed. Catalysts of developed surface and active catalyzing agent [49] are worked out for that. However, somewhat different approach to solve the problem of isolation of excessive energy of intermediate compound exists, namely: using of solvating solvent in complex with heat conducting packing [50,51,52,53 ] If we consider compounds reacting with each other as donor-acceptor system [53], where during reaction a total transfer of electron from donor to acceptor (from α-HTFESF to fluorine) occurs according to scheme 23
Forming negative ion-radical pair, then for its stabilization we'll need proton solvent. This leads to temporary stabilization of transition condition due to which radical components manage to recombine themselves before exit to reaction volume according to scheme 24
In the process of fluorination anhydrous hydrogen fluoride forms as one of reaction's products, that's why its concentration grow moves the balance to increase of starting materials. Besides that, anhydrous hydrogen fluoride dissolves many organic poly-fluorinated compounds remaining inert to action of oxidants and reducing agents {54] and also its sorption capacity on the surface of transition metals fluorides is high. To be continued |



 -sultone
are listed in the tables 2, 3, 4, 5, 6, 7.
-sultone
are listed in the tables 2, 3, 4, 5, 6, 7. (13)
(13)




 -sultone
-sultone






Fluorine Notes, 2006, 48, 1-2
